



















19
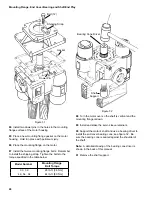
Reassembly
Inspect the cylinder barrel, pistons, piston slippers, and
thrust plate. Replace any worn or damaged parts.
Check all mating surfaces; replace any parts with
scratches or burrs that could cause leakage. Inspect
parts for excessive wear and replace as necessary.
Wash all metal parts in clean solvent and blow them dry
with compressed air. Do not wipe parts dry with paper
towels or cloth. Lint in a hydraulic system will cause
damage.
Always use new seals when reassembling hydraulic
motors. Refer to parts list 6-132 for seal part numbers,
replacement parts, and ordering information.
Important: During reassembly lubricate the new seals
with a petroleum jelly like Vaseline. Also lubricate all
machined surfaces and bearings with clean hydraulic
fluid.
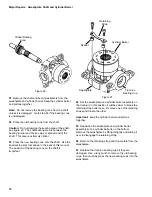
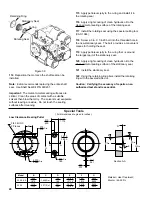
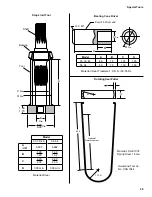
Slipper Retainer
Plate
Retaining
Strap
Spacer
Piston
Swashplate
Piston Slipper
Thrust Plate
Figure 22
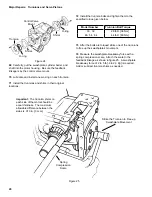
58 Before beginning reassembly check the piston
slipper clearance:
First, use a vernier calipers to measure the spacer
height, height “A” in figure 21.
Next, measure the thickness of the slipper retainer plate
and piston slippers, Thickness “B” in the figure.
Finally, calculate the piston slipper clearance “C” by
subtracting thickness “B” from height “A”.
Clearance “C” must not exceed .008 in. [,20 mm].
If the piston slipper clearance is too large replace worn
parts: the thrust plate and/or piston slipper assemblies.
Do not file or grind the spacers to adjust the slipper
clearance.
59 Position the cylinder barrel, pistons, and slipper
retainer so the piston slippers are on top.
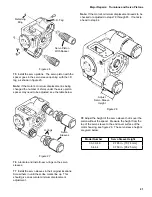
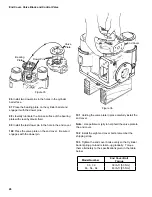
60 Apply two drops of Loctite 271 in each of the four
retaining strap holes in the swashplate. Apply the
Loctite on closer than two threads from the running
surface. Do not apply loctitie to the retaining strap bolts.
Caution: Remove all excess Loctite, it will contaminate
the motor if not removed.
61 Place the thrust plate in the swashplate.
62 Install one of the retaining straps, and leave the bolts
loose.
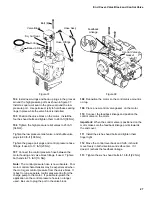
63 Apply a light coating of clean hydraulic fluid to the
thrust plate.
64 Fit the swashplate onto the cylinder barrel assembly.
Be sure the slipper retainer plate is between the
swashplate and retaining strap.
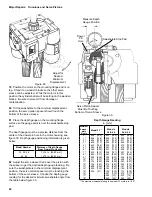
65 Turn the swashplate and cylinder barrel over so the
swashplate is on the bottom.
66 Install the second retaining strap and tighten all four
retaining strap bolts to 18 lb-ft [25 Nm]. Remove all
excess Loctite.
67 Liberally lubricate the piston slippers, thrust plate,
retainer plate, pistons, and cylinders. These parts must
have sufficient start-up lubrication.
68 Slide the shaft and bearing assembly through the
swashplate into the cylinder barrel.
Swashplate
Thrust Plate
Slipper Retainer
Plate
Loctite Four
Threaded Holes
Figure 23
Bearing Cup
Retaining
Strap
Major Repairs: Swashplate, Shaft and Cylinder Barrel
Содержание 1 Series
Страница 31: ...31 Notes...







































































