





























SERVICE MANUAL
Transmig 165
ST
Transmig 165
ST
SERVICE MANUAL
Transmig 165
ST
Transmig 165
ST
MIG (GMAW) WELDING 5-12 Manual 0-5442
Art # A-08992_AB
Molten
Slag
Nozzle
(Optional)
FCAW Process
Flux Cored
Electrode
Arc
Shielding Gas
(Optional)
Slag
Molten Metal
Base Metal
Solidified
Weld Metal
Figure 5-14
Position of MIG Torch
The angle of MIG torch to the weld has an effect on the width of the weld.
Push
Vertical
Drag/Pull
Art # A-07185_AB
Figure 5-15
The welding gun should be held at an angle to the weld joint. (see Secondary Adjustment Variables below)
Hold the gun so that the welding seam is viewed at all times. Always wear the welding helmet with proper filter
lenses and use the proper safety equipment.
CAUTION
Do not pull the welding gun back when the arc is established. This will create excessive wire
extension (stick-out) and make a very poor weld.
The electrode wire is not energized until the gun trigger switch is depressed. The wire may therefore be placed
on the seam or joint prior to lowering the helmet.
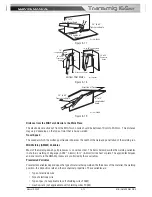
Butt & Horizontal Welds
Direction of
Travel
5° to 15°
Longitudinal
Angle
90°
Transverse
Angle
Art # A-08993
Figure 5-16
Содержание Transmig 165ST
Страница 16: ...SERVICE MANUAL Transmig 165ST Transmig 165ST GENERAL INFORMATION 1 10 Manual 0 5442 Notes ...
Страница 32: ...OPERATION 4 6 Manual 0 5442 SERVICE MANUAL Transmig 165ST Transmig 165ST Notes ...
Страница 84: ...SERVICE MANUAL Transmig 165ST Transmig 165ST THEORY OF OPERATION 9 2 Manual 0 5442 Notes ...
Страница 115: ...SERVICE MANUAL Transmig 165ST Transmig 165ST Manual 0 5442 12 3 ASSEMBLY PROCEDURE 8 7 A 10011 9 A 10012 ...
Страница 118: ...SERVICE MANUAL Transmig 165ST Transmig 165ST ASSEMBLY PROCEDURE 12 6 Manual 0 5442 14 Art A 13011 ...
Страница 120: ...SERVICE MANUAL Transmig 165ST Transmig 165ST ASSEMBLY PROCEDURE 12 8 Manual 0 5442 Notes ...
Страница 125: ...SERVICE MANUAL Transmig 165ST Transmig 165ST This Page Intentionally Blank ...







































































