





























SERVICE MANUAL
Transmig 165
ST
Transmig 165
ST
SERVICE MANUAL
Transmig 165
ST
Transmig 165
ST
Manual 0-5442 5-11
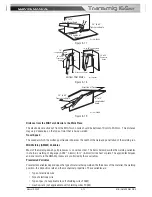
MIG (GMAW) WELDING
Art # A-12911
240VAC,
15A Mains Supply
Negative Welding
Terminal (-)
Positive Welding
Terminal (+)
MIG Torch
Work Lead
MIG Gun
Polarity Lead
Figure 5-12: Setup for Mig Welding with Gasless Mig Wire
5.11 MIG (GMAW/FCAW) Basic Welding Technique
Two different welding processes are covered in this section (GMAW and FCAW), with the intention of providing
the very basic concepts in using the Mig mode of welding, where a welding gun is hand held, and the electrode
(welding wire) is fed into a weld puddle, and the arc is shielded by an inert welding grade shielding gas or inert
welding grade shielding gas mixture.
GAS METAL ARC WELDING (GMAW): This process, also known as MIG welding, CO
2
welding, Micro Wire
Welding, short arc welding, dip transfer welding, wire welding etc., is an electric arc welding process which
fuses together the parts to be welded by heating them with an arc between a solid continuous, consumable
electrode and the work. Shielding is obtained from an externally supplied welding grade shielding gas or welding
grade shielding gas mixture. The process is normally applied semi automatically; however the process may
be operated automatically and can be machine operated. The process can be used to weld thin and fairly thick
steels, and some non-ferrous metals in all positions.
Art # A-8991_AB
Shielding Gas
Molten Weld Metal
Solidified
Weld Metal
Nozzle
Electrode
Arc
Base Metal
GMAW Process
Figure 5-13
FLUX CORED ARC WELDING (FCAW): This is an electric arc welding process which fuses together the parts to
be welded by heating them with an arc between a continuous flux filled electrode wire and the work. Shielding
is obtained through decomposition of the flux within the tubular wire. Additional shielding may or may not be
obtained from an externally supplied gas or gas mixture. The process is normally applied semi automatically;
however the process may be applied automatically or by machine. It is commonly used to weld large diameter
electrodes in the flat and horizontal position and small electrode diameters in all positions. The process is used
to a lesser degree for welding stainless steel and for overlay work.
Содержание Transmig 165ST
Страница 16: ...SERVICE MANUAL Transmig 165ST Transmig 165ST GENERAL INFORMATION 1 10 Manual 0 5442 Notes ...
Страница 32: ...OPERATION 4 6 Manual 0 5442 SERVICE MANUAL Transmig 165ST Transmig 165ST Notes ...
Страница 84: ...SERVICE MANUAL Transmig 165ST Transmig 165ST THEORY OF OPERATION 9 2 Manual 0 5442 Notes ...
Страница 115: ...SERVICE MANUAL Transmig 165ST Transmig 165ST Manual 0 5442 12 3 ASSEMBLY PROCEDURE 8 7 A 10011 9 A 10012 ...
Страница 118: ...SERVICE MANUAL Transmig 165ST Transmig 165ST ASSEMBLY PROCEDURE 12 6 Manual 0 5442 14 Art A 13011 ...
Страница 120: ...SERVICE MANUAL Transmig 165ST Transmig 165ST ASSEMBLY PROCEDURE 12 8 Manual 0 5442 Notes ...
Страница 125: ...SERVICE MANUAL Transmig 165ST Transmig 165ST This Page Intentionally Blank ...







































































