
























10
10
3
Operation
3.1
Standard Operation
Check all external connections.
Load the material. Ensure that the locking system is locked
"Operator's Manual" of the printer.
Open the shutoff valve.
!
Attention!
Ensure that the pad is not covered by a label when switching on the printer-applicator system.
Otherwise the vacuum sensor may be calibrated incorrectly.
Switch on the printer.
i
Note!
If the pad is outside the starting position when the printer-applicator system is switched on the procedure
will be interrupted with an error message visible on the display.
Pushing the pause button on the printer will negate the error moving the pad to the starting position.
The Applicator is ready for work.
Press the
at the printer.
A synchronization feed is initiated. The processed labels have to be removed manually. After a few seconds the
printer carries out a short backfeed to position the front edge of the next label at the printing line.
i
Note!
This synchronization also has to be carried out when the print job has been interrupted with the
cancel key.
Synchronizing is not necessary when the print head was not lifted between print jobs. This also applies if
the printer was powered down between print jobs.
Start a print job.
Start the labelling process via PLC interface.
Error messages during labelling process are shown in the display of the printer
3.2
Cleaning
!
Attention!
Never use solvent and abrasive.
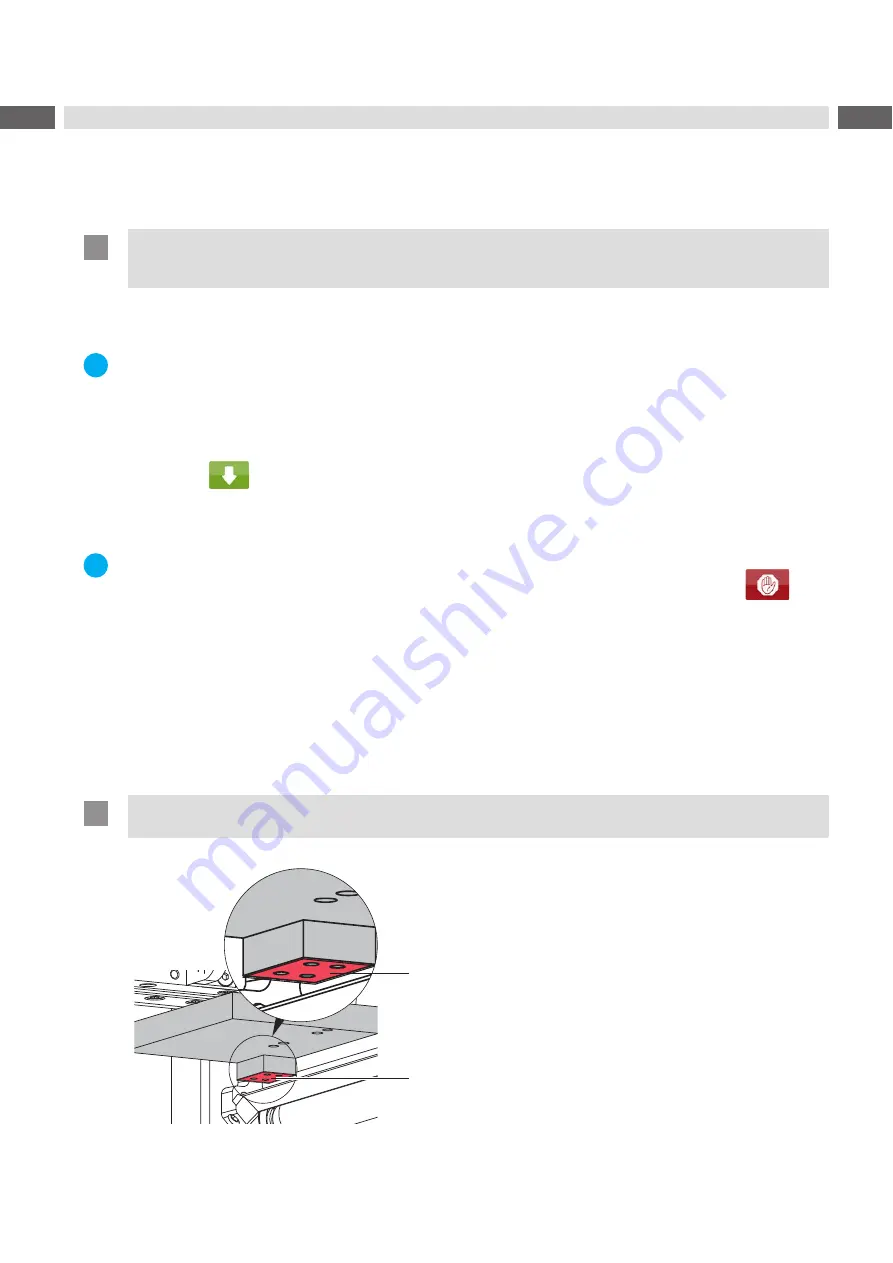
1
1
Clean the outside surfaces with multi purpose cleaner.
Remove dust particles and leftover label pieces with a soft
brush and/or vacuum cleaner.
The slide foil (1) requires regular cleaning as most of the
dirt will accumulate here.
Fig. 6
Cleaning the pad with slide foil
Содержание 4414 Series
Страница 1: ...Service Manual 4414 MADE IN GERMANY Stroke Applicator...
Страница 36: ...36 36 9 Drawings 9 2 Pneumatic drawing Type 4414 Fig 40 Pneumatics Type 4414...
Страница 37: ...37 9 Drawings 9 3 Label position Type 4414 L Fig 41 Label position 4414L...
Страница 38: ...38 38 9 Drawings 9 4 Label position Type 4414 R Fig 42 Label position 4414R...







































































