EN
-
44
5 Operation
ABIMIG
®
A / A T / W / W T / MT
4.7
Residual coolant with ABIMIG
®
W T welding torches, Fig. 3
4.8
Setting the shielding gas
The type and amount of shielding gas used depend on the welding task and
the gas nozzle geometry.
1
Select the appropriate shielding gas for the welding task.
2
Briefly open the valve on the gas supply then close it again to air-blast
away any dirt on the connector.
3
Connect the shielding gas to the welding device as per the
manufacturer’s instructions.
4
Adjust the shielding gas volume to the gas nozzle used and the welding
task and save the setting.
4.9
Feeding in the wire
1
Use the side-cutting pliers to cut a short piece off the start of the wire to
remove any possible burr.
2
Insert the wire into the wire feeder as specified by the manufacturer.
3
Press the >zero-current wire feed< trigger on the wire feeder until wire
emerges from the contact tip.
4
Cut off any protruding wire with the side-cutting pliers.
5 Operation
5.1
Handle operating elements
The trigger’s two-step operating mode can be activated when using a
standard welding torch.
Further operating modes and handle modules depend on the welding power
source and must be ordered separately.
5.2
Welding
1
Open the shielding gas cylinder.
2
Switch on the welding power source.
3
Switch on the cooling unit.
4
Rinse the shielding gas lines.
5
Set the welding parameters.
6
Press and hold the trigger on the handle = start welding.
7
After ignition, hold the welding arc tight to the edge of the material to be
welded until a molten pool is formed.
8
Move the welding torch uniformly over the entire seam length.
9
Release the trigger on the handle = stop welding.
10
After switching off the welding torch, hold it over the end position for
a few seconds. The residual gas flow allows the molten pool to solidify
without external interference.
5.3
Handle modules (only for ABIMIG
®
A + W)
With the ABIMIG
®
A T + W T, the module >Up/Down longitudinal (MUL)<
is optionally integrated into the handle.
In the case of modules without a display, configurable welding parameters/
programmes are shown on the welding power source, providing it supports
this. In the case of modules with a display, the selected programme appears
on the module itself. The configurable welding parameters are solely
displayed on the welding power source.
The module functions are based on the customer-specific connection
configuration.
NOTICE
Material damage due to residual coolant
Residual coolant in the gas and wire guide can cause the formation of pores, entrapped air and dirt in the welding seam.
► Ensure that no residual coolant enters the wire conduit.
► To prevent the penetration of residual coolant, hold the welding torch handle downwards when unscrewing the welding torch neck
(E)
. This prevents residual
coolant from seeping into the gas and wire guides.
► To prevent residual coolant from escaping, seal the welding torch handle with the sealing plug
(F)
.
CAUTION
Risk of injury from the wire electrode
Physical injury caused by the start of the wire.
► Keep the process-side drive away from the body and do not direct it towards other people.
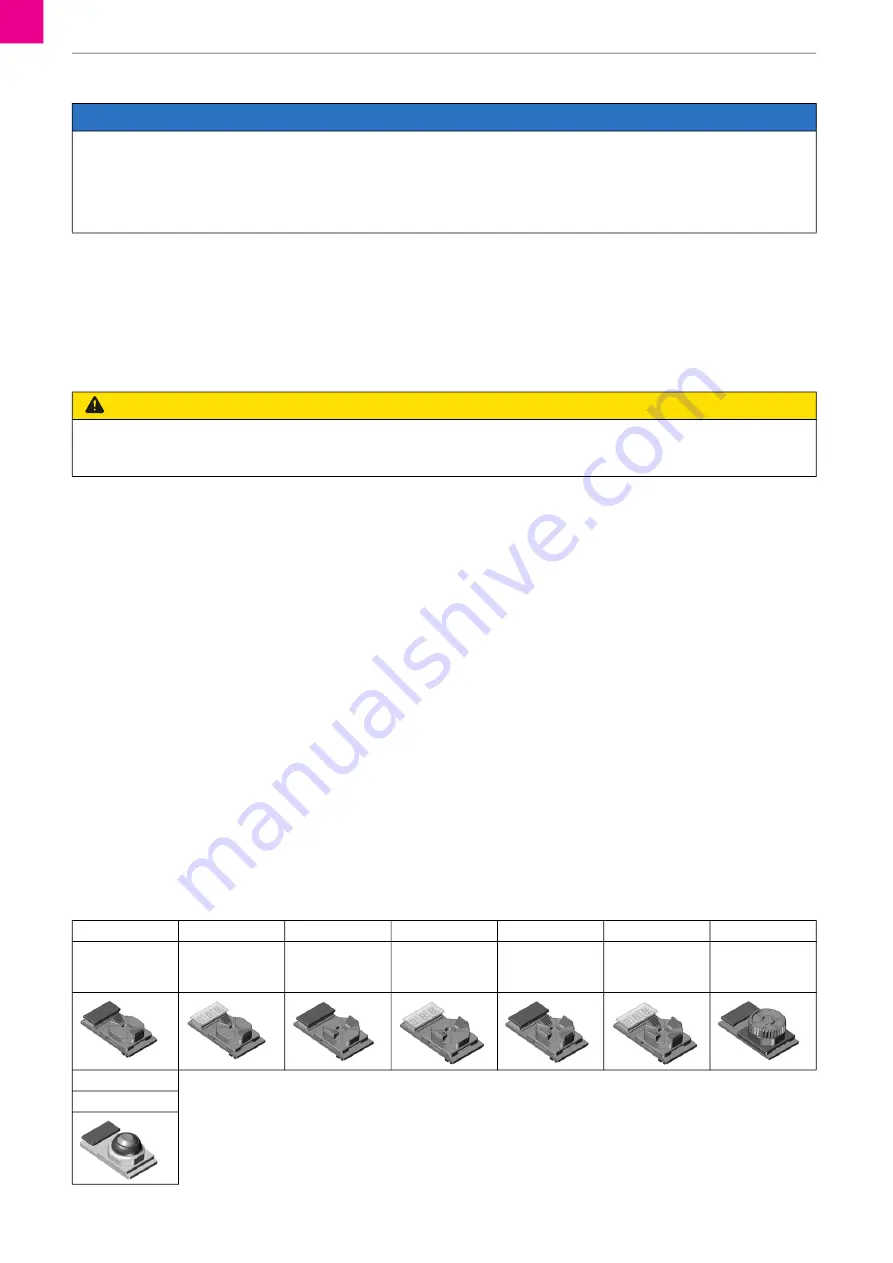
Tab. 5
Remote controlled welding power sources and function of the BIS modules (only for ABIMIG
®
A + W)
MUL
MUL7
MUQ
MUQ7
MXU
MXU7
MPOT
Up/down
longitudinal
Up/down
longitudinal with
display
Up/down
transversal
Up/down
transversal with
display
Cross switch
Cross switch with
display
Potentiometer
MJT
Job button