




















For Service Engineer
Service Information
SI1604009E-002= S20, S10, M20, M10 and D10 installation procedures
28/34
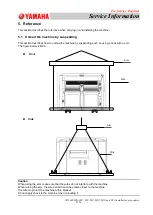
5.2 The effects caused by the slanted floor
This section describes how the uneven floor affects the machine operation.
The board transfer height of the YAMAHA standard machines should fall within 900 +/- 10mm, and the
tolerance is 20mm.
If the floor of the installation site is not in the condition that meets the specification, the production line
cannot be aligned by the usual method.
If the machine is equipped with the fixed type feeder bank, problems do not occur as long as the
difference in height is in the adjustable range by the adjuster bolts.
However, if the machine is equipped with the feeder exchange carriage, when the board transfer height
does not fall within the specification (900+/- 10mm), it disables the feeder exchange carriage to be
shared among the machines, which makes it difficult to manage the carriages. Make sure that all the
machines can share the carriages.
Even when the floor condition falls within the specification, if the whole floor is slanted, the board
transfer height may need to be changed from 900mm.
Note:
If the board transfer height falls within 900 +/- 10mm in the whole production line as shown in the figure
below, and the reference machine is installed on the left end, adjust the machine height so that the board
transfer height is to be approx. 910mm.
<When the levelness of the floor falls within the specification (900+/- 10mm)>
<When the levelness of the floor does not fall within the specification (900+/- 10mm)>
Caution:
When a machine needs to be installed with its transfer height out of specification, the feeder exchange
carriage cannot be shared with other machines or other production lines.
Make sure to gain the customer
’s approval when the transfer height needs to be set out of specification
before aligning the production line.
The effect on the leveling bolts
If the floor of the installation site is not level, the leveling bolts on the lower side (of the floor) may come
off and the thread of the leveling bolts cannot be inserted into the base properly, which disables the
bolts secure the machine properly.
On the higher side of the floor, the fixing nut of the leveling bolt interferes with the machine frame, and
the levelness of the machine cannot be adjusted.
Machine
Machine
-The leveling bolt comes off from the machine.
-The leveling bolt cannot secure the machine
properly.
The levelness of the machine cannot be
adjusted due to the interference between
the machine and the leveling bolt.






































































