



























33
32
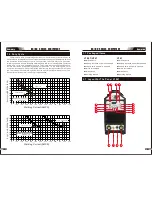
AC/DC
SERIES
EQUIPMENT
Troubleshooting
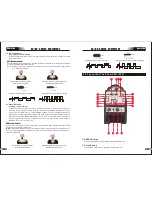
STICK
SERIES
EQUIPMENT
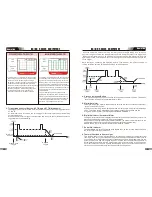
CHAPTER 2
STICK
SERIES
EQUIPMENT
E-Series
Nr.
16
17
18
Troubles
Solution
Over-heat protection ,too much
welding current
Reduce the welding current
Reduce the welding time
Over-heat protection ,working too
much time
Over-current protection, current in
the main circuit is out of control
Tig torch is connected to the
positive terminal
Tungsten electrode is too big for
the welding current
Check the earth clamp position on
the work piece
Check and repair main circuit
and drive board
Connect the tig torch to negative
terminal
Adjust the position of earth clamp
Select the correct size of tungsten
electrode
Thermal overload
indicator light is on
Tig electrode melts
when welding
Arc flutters during
Tig welding
Reasons
15
The penetration
of molten pool is
not enough
Adjust the distance from torch
to work piece
Use the suitable length from
manufacturer
Increase the welding current
The welding current is adjusted
too low
The arc is too long in the welding
process
The power cable or the welding
cable is too long
12
Checking if the electorde stick to
the work piece that the anti-stick
function is on
Repair or change it
Repair or change it
Change to suitable setting
The welding
current cannot
be adjusted
Control board is broken
Control board is broken
AC Width adjustment is not correct
Shut off the power when changing the torch
Separate the electrode and
work piece
13
14
Repair or change it
Check the power supply
Change the fan
Change it
Change it
No AC output
while selecting
"AC"
The welding
current displayed
isn't accordant
with the actual
value
The power board is broken
Input voltage is too low
Fan is broken
The AC drive board damaged
The AC IGBT/IGBT module damaged
The min value displayed isn't
accordant with the actual value
Adjust potentiometer Imin on
the control board
Adjust potentiometer Imin on
the control board
The max value displayed isn't
accordant with the actual value





















































