Vario F
5.
Сборка
5.1
Установка многосегментной
оправки на патрон
Цанговый патрон поставляется в готовом к сборке
виде. Необходимо установить только некоторые
принадлежности: зажимающие головки, задний упор и
др.
Цанговый патрон Vario F может использоваться
только с патроном ROTA THW vario 215
-
62. Другие
случаи
применения
оправки
должны
быть
согласованы с компанией SCHUNK.
5.
Assembly
5.1 Mounting the segmented mandrel on the
power chuck
The collet chucks is delivered ready for assembly. Only
accessories, such as the clamping heads, the back stop etc.,
require mounting.
The collet chucks Vario F is only prepared for use on a ROTA
THW vario 215-62. Other individual cases must be arranged
with SCHUNK.
43
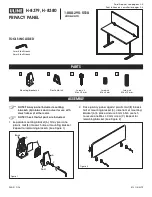
4
82
48
2
Крепление между патроном и токарным станком
необходимо подготовить к работе с Vario F. Для этого
между патроном и станком необходимо установить
подходящий штыковой замок. Более подробные сведения
об этом приведены в руководстве по эксплуатации патрона
ROTA THW vario 215-62.
1.
Снимите с патрона кулачок (поз. 2) и установите на его
место защитные кулачки (поз. 82), переместив их в
максимальное положение (отмеченное на поверхности
патрона).
При замене центральной втулки или детали
Vario механизм патрона открывается. При
этом необходимо соблюдать осторожность,
чтобы внутрь механизма не попала стружка.
2.
Снимите защитную втулку (поз. 4). Для этого удалите
винты (поз. 43) и завинтите их в соседние резьбовые
отверстия, чтобы выпрессовать защитную втулку.
3.
Конус, торцевые поверхности и штык замка перед
установкой необходимо очистить.
4.
Вставьте деталь Vario в патрон таким образом, чтобы
маркировка на его периметре совместилась с
направляющей базового кулачка. В этом положении
можно выдвинуть штык замка.
5.
Поверните деталь Vario примерно на 60°, чтобы резьбы
винтов оказались выровнены по оси друг относительно
друга.
6.
Завинтите Vario F в торцевую поверхность патрона 3
винтами (поз. 48). (Винты: DIN EN ISO 4762
- M10-10.9.
Момент затяжки
–
583 Нм). Деталь Vario крепится
внутри патрона. При этом биение должно быть
исключено.
7.
Включите гидравлическую станцию, чтобы подать
зажимное давление, под действием которого Vario
развивает зажимное усилие.
The attachment between the power chuck and the lathe must
be prepared for use of the Vario F. A suitable bayonet
adapter including the corresponding flange must be used
between the power chuck and the machine. For this purpose,
please refer to the operating manual of the ROTA THW vario
215-62.
1. Remove chuck jaw (Item 2) from the chuck and insert
protective jaws (Item 82) up to the max. position (marking
on the chuck face).
The chuck mechanism is opened when chan-
ging the center sleeve or the Vario component.
When doing this, ensure that no chippings
enter the chuck mechanism.
2. Remove the protective sleeve (Item 4). For this purpose,
remove the screws (Item 43) and screw into the adjacent
threads to press out the protective sleeve.
3. The taper, the end faces and the bayonet must be
cleaned before mounting.
4. Insert the Vario component into the chuck so that the
marking on the perimeter of the Vario is aligned towards
the guiding of the base jaw. In this position, the bayonet
can be telescoped.
5. Turn the Vario by approx. 60° until the screw threads are
coaxially aligned above each other.
6. Screw the Vario F to the chuck face with 3 screws
(Item 48). (Screws: DIN EN ISO 4762 - M10-10.9. Fix with
a tightening torque of 53 Nm). The Vario component is
fixed inside the chuck free from play.
7. Switch the clamping pressure on the hydraulics to the
actuation force of the Vario.
11
Summary of Contents for Vario F 100
Page 20: ......