



















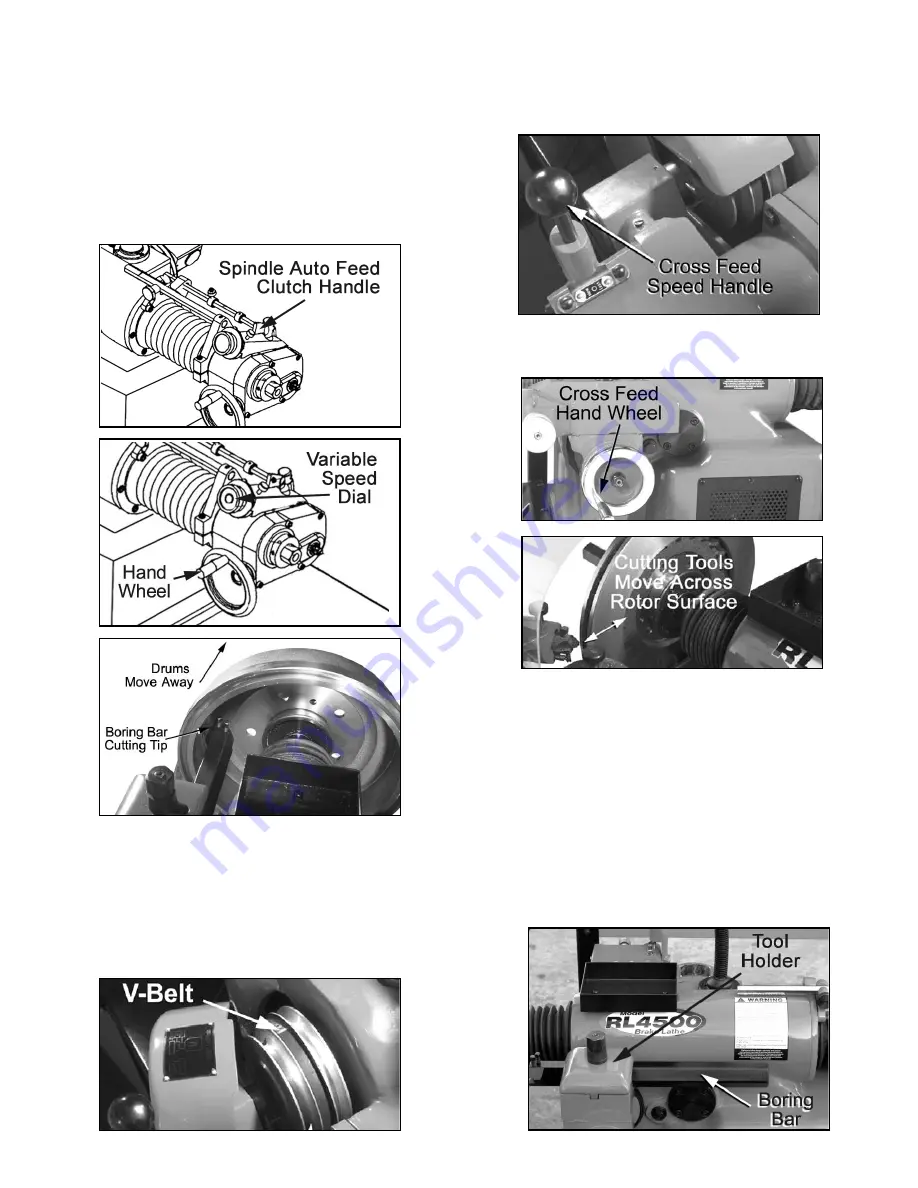
Horizontal Spindle / Arbor Feed
By engaging the spindle feed clutch handle, the spindle
and arbor will move the mounted brake drum to the left.
This feeds the drum braking surface across the cutting
tool (boring bar) as the drum moves away. Spindle feed
may also be done manually without engaging the spindle
feed clutch handle by using the spindle feed hand wheel.
Spindle feed rate refers to the distance the spindle is
moved for each revolution. This speed is variable and can
be adjusted using the spindle variable speed dial.
IMPORTANT NOTE
Spindle feed must be adjusted with the lathe running.
Do not try to move any feed levers or dials without the
drive motor running. Damage may occur to the gears.
Spindle Speed
Spindle speed is adjustable by changing the position of
the V-belt pulley on the rear of the lathe. See page 17.
Cross Feed
The cross feed (forward and aft) draws the tool bit ( micro-
dial twin cutters or boring bar ) across the face of a brake
rotor or flywheel when the cross feed speed setting handle
is engaged.
The cross feed may also be operated manually without
engaging the feed handle using the cross feed hand wheel.
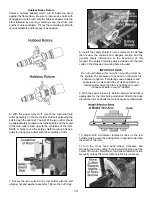
RECONDITIONING BRAKE DRUMS
1. After the following instructions are read and understood,
obtain a scrap drum for practice. First determine if the drum
will be within factory recommended limits after resurfacing is
performed. The DISCARD diameter is often cast or stamped
into brake drums, not the maximum machining diameter.
2. Inspect the brake drum. Do not attempt to machine a drum
that is damaged, excessively worn or in poor condition.
3. Install the boring bar tool holder and boring bar as shown.
9





















































