90
o
p
0,5
o
ø
A
R0,4~R0,8
45
op
2
o
90
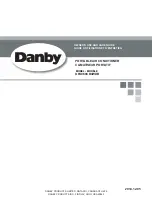
4.2. Tubos de ligação (Fig. 4-1)
• Se forem utilizados tubos de cobre comercialmente disponíveis, limpe os tubos de
líquido e de gás com materiais de isolação comercialmente disponíveis (resistentes
ao calor de 100°C ou mais, com uma espessura de 12 mm ou mais).
• Certifique-se de que coloca isolante separadamente nos tubos de gás e líquido
refrigerante.
• As peças internas do tubo de drenagem devem ser limpas com materiais de isolação de
espuma de polietileno (gravidade específica de 0,03 de espessura de 9 mm ou mais).
• Aplique uma fina camada de óleo refrigerante ao tubo e à superfície de costura da
junta antes de apertar a porca do tubo.
• Aperte os tubos de ligação com 2 chaves.
• Depois de feitas as ligações, utilize um detector de fugas ou água de sabão para
se certificar de que não há fugas de gás.
• Aplique óleo de máquina refrigerante em toda a superfície de encaixe de afunilamento.
• Utilize as porcas afuniladas para o tamanho de tubo que se segue.
HRP71,100,125
HRP200
Lado do gás
Tamanho do tubo (mm)
:
15,88
:
25,4
Lado do líquido
Tamanho do tubo (mm)
:
9,52
:
9,52
• Ao dobrar os tubos, tenha cuidado para não os partir. Níveis de curvatura de 100
mm a 150 mm são suficientes.
• Assegure-se de que os tubos não entram em contacto com o compressor. Tal pode
provocar ruído ou vibrações.
Os tubos devem ser ligados começando pela unidade interior.
As porcas de afunilamento devem ser apertadas utilizando uma chave dinamómetro.
Afunile os tubos de líquido e os tubos de gás e aplique uma camada fina de óleo
de refrigeração (aplicado no local).
• Quando utilizar um isolante de tubos normal, consulte a Tabela 1 relativamente ao
afunilamento de tubos de refrigerante R410A.
O manómetro de ajuste de tamanho pode ser utilizado para confirmar as medidas A.
(Fig. 4-1)
Tubo de cobre O.D.
(mm)
Dimensões de afunila-
mento
øA dimensões (mm)
ø6,35
8,7 - 9,1
ø9,52
12,8 - 13,2
ø12,7
16,2 - 16,6
ø15,88
19,3 - 19,7
ø19,05
23,6 - 24,0
(Fig. 4-1)
Tubo de cobre O.D.
(mm)
Porca afunilada O.D.
(mm)
Binário de Aperto
(N·m)
ø6,35
17
14 - 18
ø6,35
22
34 - 42
ø9,52
22
34 - 42
ø12,7
26
49 - 61
ø12,7
29
68 - 82
ø15,88
29
68 - 82
ø15,88
36
100 - 120
ø19,05
36
100 - 120
Fig. 4-1
Fig. 4-2
A
Tabela 1 (Fig. 4-2)
Tubo de cobre O.D.
(mm)
A (mm)
Ferramenta de afunila-
mento para R410A
Ferramenta de afunilamen-
to para R22·R407C
Tipo de alavanca
ø6,35 (1/4”)
0 - 0,5
1,0 - 1,5
ø9,52 (3/8”)
0 - 0,5
1,0 - 1,5
ø12,7 (1/2”)
0 - 0,5
1,0 - 1,5
ø15,88 (5/8”)
0 - 0,5
1,0 - 1,5
ø19,05 (3/4”)
0 - 0,5
1,0 - 1,5
Utilize o seguinte procedimento para ligar a tubagem do lado do gás.
(Fig. 4-3) (HRP200)
1 Solde o tubo de junção
fornecido à unidade exterior, utilizando materiais de
soldadura adquiridos localmente, e a tubagem local
, sem oxigénio.
2 Ligue o tubo de junção
à válvula de retenção do lado do gás.
Use duas chaves para apertar a porca afunilada.
* Se a ordem for invertida, poderão ocorrer fugas de refrigerante devido aos
danos provocados nas peças pela chama de soldadura.
4. Instalação da tubagem do refrigerante
Fig. 4-4
4.3. Refrigerant piping (Fig. 4-4)
Remova o painel de manutenção
(3 parafusos), a tampa da tubagem frontal
(2 parafusos) e a tampa da tubagem traseira
(2 parafusos: HRP71-125)
(4 parafusos: HRP200).
Execute as ligações da tubagem de refrigerante para a unidade interior/exterior quando
a válvula de paragem da unidade exterior estiver completamente fechada.
Purgue o ar da unidade interior e da tubagem de ligação.
Após ter efectuado a ligação dos tubos de refrigerante, verifique se não existem
fugas de gás nos tubos ligados e na unidade interior. (Consulte 4.4. Teste de
vedação ao ar do tubo de refrigerante.)
Na porta de serviço das válvulas de retenção, utiliza-se uma bomba de vácuo de
elevado desempenho para manter o vácuo durante o tempo necessário (pelo menos
uma hora depois de atingir -101 kPa (5 Torr)), de forma a efectuar a secagem por
vácuo do interior da tubagem. Verifique sempre o nível de vácuo no manómetro do
colector. Se se verificar a existência de humidade na tubagem, o nível de vácuo
por vezes não é atingido na aplicação de vácuo de curta duração.
Após a secagem por vácuo, abra completamente as válvulas de retenção (de
líquido e de gás) para a unidade exterior. Desta forma, os circuitos de refrigeração
internos e externos ficarão completamente ligados.
• Se a secagem por vácuo não for realizada correctamente, ar e água permanecerão
nos circuitos refrigerantes, podendo provocar uma subida anormal dos níveis de
alta pressão e uma descida anormal dos níveis de baixa pressão, bem como a
deterioração do óleo da máquina de congelação devido à humidade, etc.
• Se as válvulas de retenção forem deixadas fechadas e a unidade for ligada,
o compressor e as válvulas de controlo serão danificados.
• Utilize um detector de fugas ou água com uma solução de sabão para verificar se
existem fugas de gás nas secções de ligação dos tubos da unidade exterior.
• Não utilize o refrigerante da unidade para purgar o ar das linhas de refrigerante.
• Depois de a operação da válvula estar concluída, aperte as tampas da válvula
até à pressão adequada: 20 a 25 N·m (200 a 250 kgf·cm).
Se as tampas não forem substituídas e apertadas, podem ocorrer fugas de
refrigerante. Para além disso, não danifique o interior das tampas das válvulas,
pois funcionam como vedante para evitar fugas de refrigerante.
Utilize vedante para vedar as extremidades do isolamento térmico em torno das sec-
ções de ligação dos tubos, para evitar a entrada de água no isolamento térmico.
Fig. 4-3
Válvula de retenção
Secção de vedação
Tubagem local
Secção de chave dupla
Tubo de junção
Tampa do tubo
Dimensões do corte de afunilamento
Binário de aperto da porca afunilada
Matriz
Tubo de cobre
Tampa da tubagem frontal
Tampa da tubagem
Válvula de paragem
Painel de serviço
Raio da curvatura : 100 mm - 150 mm
Summary of Contents for PUHZ-HRP HA2
Page 146: ......