



















Chapter 2 Drive System Configuration
2–9
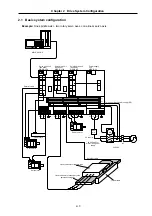
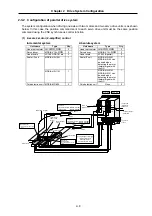
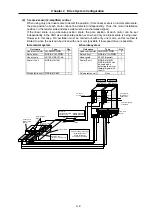
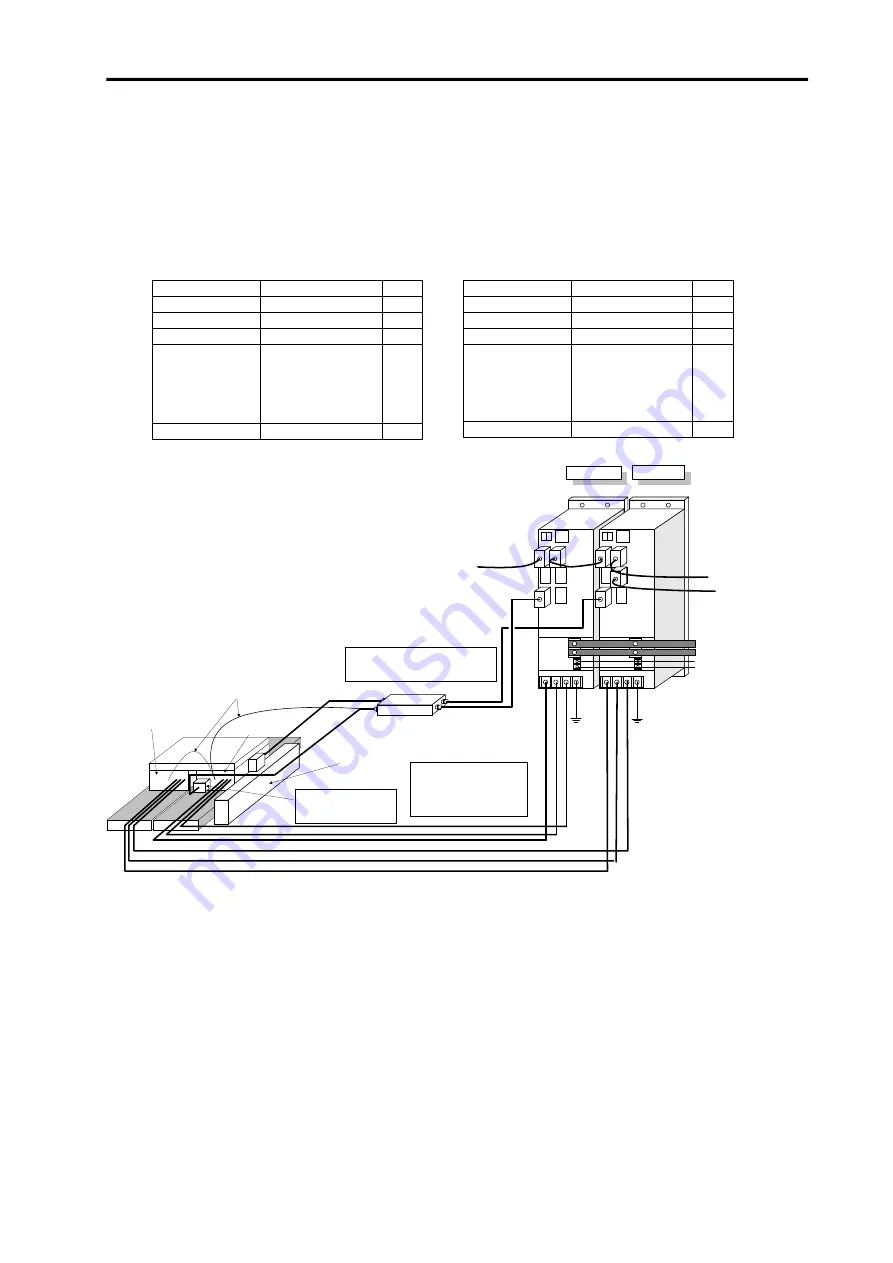
(2) 1-scale 2-motor (2-amplifier) control
When using only one linear scale to detect the position, if this linear scale is an incremental scale,
the pole position of each motor cannot be detected independently. Thus, the motor installation
position on the master side and slave side must be mechanically aligned.
If the linear scale is an absolute position scale, the pole position of each motor can be set
independently in the CNC as an absolute position even when only one linear scale is being used.
However in this case, DC excitation must be carried out with only one motor, so this method is
limited to when the axis can be driven with one motor (possible if low-speed drive) is possible.
MDS-B-V14L
CN1A
CN2
CN4
CN1B
CN1B
CN4
CN3
CN1A
CN3
L+
L–
Single-phase
200VAC
U V W
CON3
CON4
CON1
CON2
Linear scale
CN2
CN1A
CN2
U V W
Master axis
MDS-B-V14L
Slave axis
To next axis,
terminator or
battery unit
To power supply
if final axis
To NC or
previous axis
Linear motor
primary side
(Slave)
Motor thermal
signal
Linear motor primary
side (Master)
Analog voltage output type
incremental scale or
AT342 (Mitsutoyo)
absolute position scale
Pole detector
(MDS-B-MD-600)
* Not required for the AT342
scale
Scale I/F
(Incremental scale : MDS-B-HR-12M)
(AT342 scale
: MDS-B-HR-22M)
Incremental system
Unit name
Type
Qty.
Linear servomotor LM-NP
-
2
Servo driver
MDS-B-V14L-
2
Linear scale
LS186, LIDA181 etc.
1
Scale I/F unit
MDS-B-HR-12M
1
Pole detection unit MDS-B-MD-600
1
Absolute system
Unit name
Type
Qty.
Linear servomotor LM-NP
-
2
Servo driver
MDS-B-V14L-
2
Linear scale
AT342 (Special)
1
Scale I/F unit
MDS-B-HR-22M
MDS-B-HR-22 can
be used when
detecting the motor
thermal signal with
the NC.
1
Pole detection unit
None
0







































































