




























Chapter 10 Adjustment
10–14
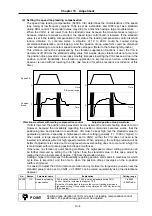
10-3-4 Improvement of protrusion at quadrant changeover
The response delay (caused by non-sensitive band from friction, torsion, expansion/contraction,
backlash, etc.) caused when the machine advance direction reverses is compensated with the lost
motion compensation (LMC compensation) function.
With this, the protrusions that occur with the quadrant changeover in the DBB measurement method,
or the streaks that occur when the quadrant changes during circular cutting can be improved.
Circle cutting path before compensation Circle cutting path after compensation
(1) Lost motion compensation (LMC compensation)
The lost motion compensation compensates the response delay during the reversal by adding the
torque command set with the parameters when the speed direction changes. There are two
methods for lost motion compensation. Type 2 is the standard method.
(The explanation for type 1 method is omitted because it is interchangeable with the old method.)
<Setting method>
1) Set the special servo function selection 1 (SV027:SSF1) bit 9. (The LMC compensation type 2 will
start).
2) Set the compensation amount with a stall % (rated current % for the general-purpose motor) unit
in the lost motion compensation 1 (SV016:LMC1). The LMC1 setting value will be used for
compensation in the positive and negative directions when SV041:LMC2 is 0.
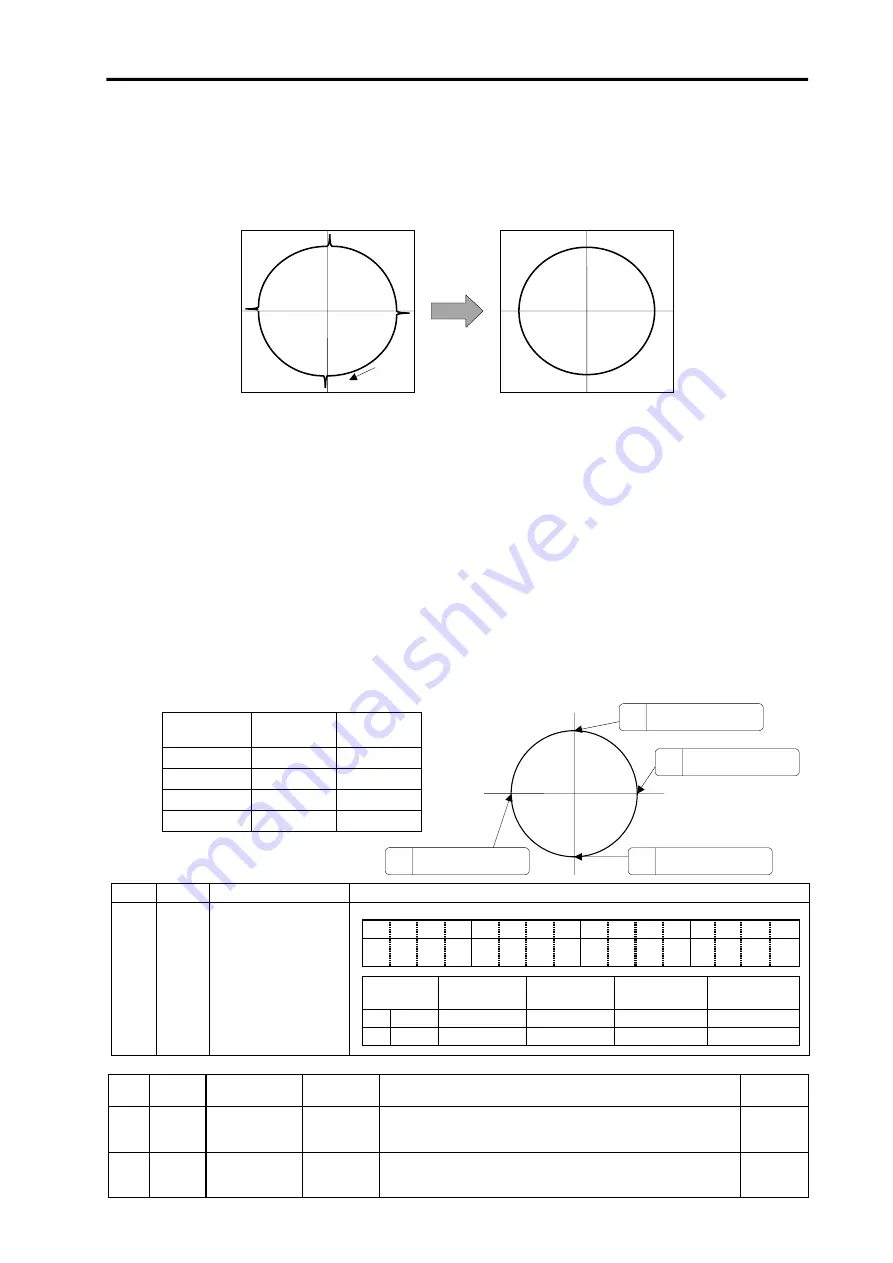
3) If the compensation amount is to be changed in the direction to be compensated, set LMC2. The
compensation direction setting will be as shown below with the CW/CCW setting in the CNC
parameter. If only one direction is to be compensated, set the side not to be compensated as -1.
No. Abbrev. Parameter
name
Explanation
SV027
SSF1
The lost motion compensation starts with the following parameter.
Special servo function
selection 1
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
aflt
zrn2
afrg
afse
ovs2
ovs1 lmc2 lmc1 omr
vfct2 vfct1
upc
vcnt
2
vcnt
1
bit
No LMC
LMC type 1
LMC type 2
Setting
prohibited.
8 lmc1
0
1
0
1
9 lmc2
0
0
1
1
No.
Abbrev.
Parameter
name
Unit Explanation
Setting
range
SV016 LMC1 Lost
motion
compensation 1
Stall % (rated
current %)
While measuring the quadrant protrusion amount, adjust with a 5%
unit.
The ± direction setting value will be applied when LMC2 is set to 0.
–1 to 200
(%)
SV041 LMC2 Lost
motion
compensation 2
Stall % (rated
current %)
Set 0 as a standard.
Set this when the compensation amount is to be changed
according to the direction.
–1 to 200
(%)
Compensation
point
CW CCW
A
X axis: LMC2 X axis: LMC1
B
Y axis: LMC1 Y axis: LMC2
C
X axis: LMC1 X axis: LMC2
D
Y axis: LMC2 Y axis: LMC1
Compensation
Cutting
direction
+Y
-Y
+X
-X
A
The X axis command direc-
tion changes from + to –.
D
The Y axis command direc-
tion changes from + to –.
B
The Y axis command direc-
tion changes from – to +.
C
The X axis command direc-
tion changes from – to +.






































































