














4
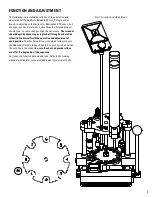
SETTING UP YOUR 366 AUTO
Mount your 366 Auto securely toward the front of a sturdy
bench . All operations of the press are to a full stop, so the
operating handle must clear the bench when in the down
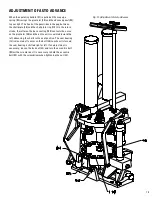
position . Since the shells are ejected down a chute, out the
back of the loader, you may want to set your loader up on riser
blocks (010060) to provide access to the completed shells . An
alternate method to catch finished shells would be to cut a hole
in the bench and place a box underneath .
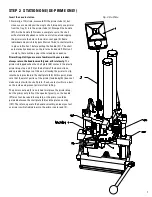
1 . Before filling the shot and powder hoppers, turn the
measure assembly upside down and carefully push the
charge bar out and check the powder and shot bushing
numbers .
2 . Your loader was furnished with standard bushings,
12 GA . 1
1
⁄
8
oz . #7 ½ shot, 468 Powder Bushing; 20 GA .
7
⁄
8
oz . #9 shot, 393 Powder Bushing; 28 GA . ¾ oz .
#9 shot, 303 Powder Bushing; 410 GA . ½ oz . #9 shot,
291 Powder Bushing but
double check
to insure you
will dispense the correct weight of powder and shot .
3 . While the charge bar is removed or pushed back,
check that the measure casting seals (rubber washers)
are in the recess in the measure casting .
4 . Reinstall the bushings and push the charge bar back
in place .
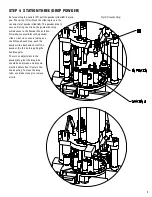
If the powder slide should drop out of the
measure assembly, do not disassemble the measure
plate.
5 . Replace the powder slide by pressing it in from the side
against the detent spring, pull spring back and fit into
slot .
6 . Reinstall the measure assembly by tilting the casting
as you slip the measure plate and shot rotor spring
under the hold down washer, and the charge bar into
the slot of the charge bar cam .
7 . Secure assembly in position with measure attaching
bolt .
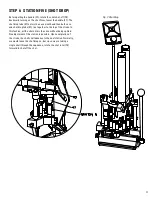
8 . Install the primer tube in the die head casting and fill
the primer tray according to instructions furnished
with it .
Do not fill the tube at this time.
9 . Check the individual stations of the loader for
alignment to make sure nothing has loosened during
shipping . Shut off the powder slide (push in) and the
shot rotor (pull forward) while checking each station .
READ THIS SECTION BEFORE ATTEMPTING TO LOAD AMMUNITION!







































































