



















10
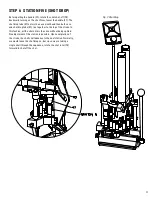
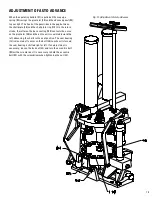
STEP 5: STATION FOUR (WAD SEATING)
Insert a wad in the wad guide (106A) . Pull the operating handle
(37) through a complete stroke . When the handle (37) is
pulled, the spring (106B) around the wad guide rod (105)
turns the wad guide bracket (101) to align the wad with
the case . The unit then rises until the wad is stopped
with the platen casting (107) by the wad ram (48) .
The case continues upward until the spring fingers
(77) have entered the case mouth, and then
pushes the wad guide (101) upward until the wad
is seated in the case . The spring fingers (77)
have enough resistance to prevent the wad
from going through until the spring fingers (77)
are in the case . At the completion of the return
stroke, the wad guide bracket (101) will swing
forward for the next wad to be inserted .
The
wad guide bracket should have 1/8" clearance
above the shells.
The empty shells vary in length
so a closer setting would not be beneficial .
Be sure
the wad seating ram (48) is set high enough for the
wad to swing into position with out being folded by
early contact with the wad seating ram (48).
Wad pressure is adjusted by raising or lowering
the wad seating ram (48).
Most one-piece
plastic wads today will self-adjust when the
shell is crimped .
Generally, the wad should
be seated to allow 5/8" clearance between
the case mouth and the shot.
Fig. 6: Wad Seating







































































