





























TIG 3200 AC/DC
32
5.1.9. TIG DC PROCESS –TACK MODE.
Fast spotwelding system ideal for low thickness sheets where the special priming system allows a point execution with
maximum precision in its location. The thermal input is minimized by the use of a Tack electric arc, for a short time
(Control Ton).
KEY
ACTION
DESCRIPTION
P1
Back to Main Menu
P2
Access to Program File
P3
Access to Operation Mode
P4
Access to Cycle Parameters Access to specific cycle in selected mode.
E1
Modify Main Correction
Set the welding time.
E2
Modify Master Value
Set the welding strength.
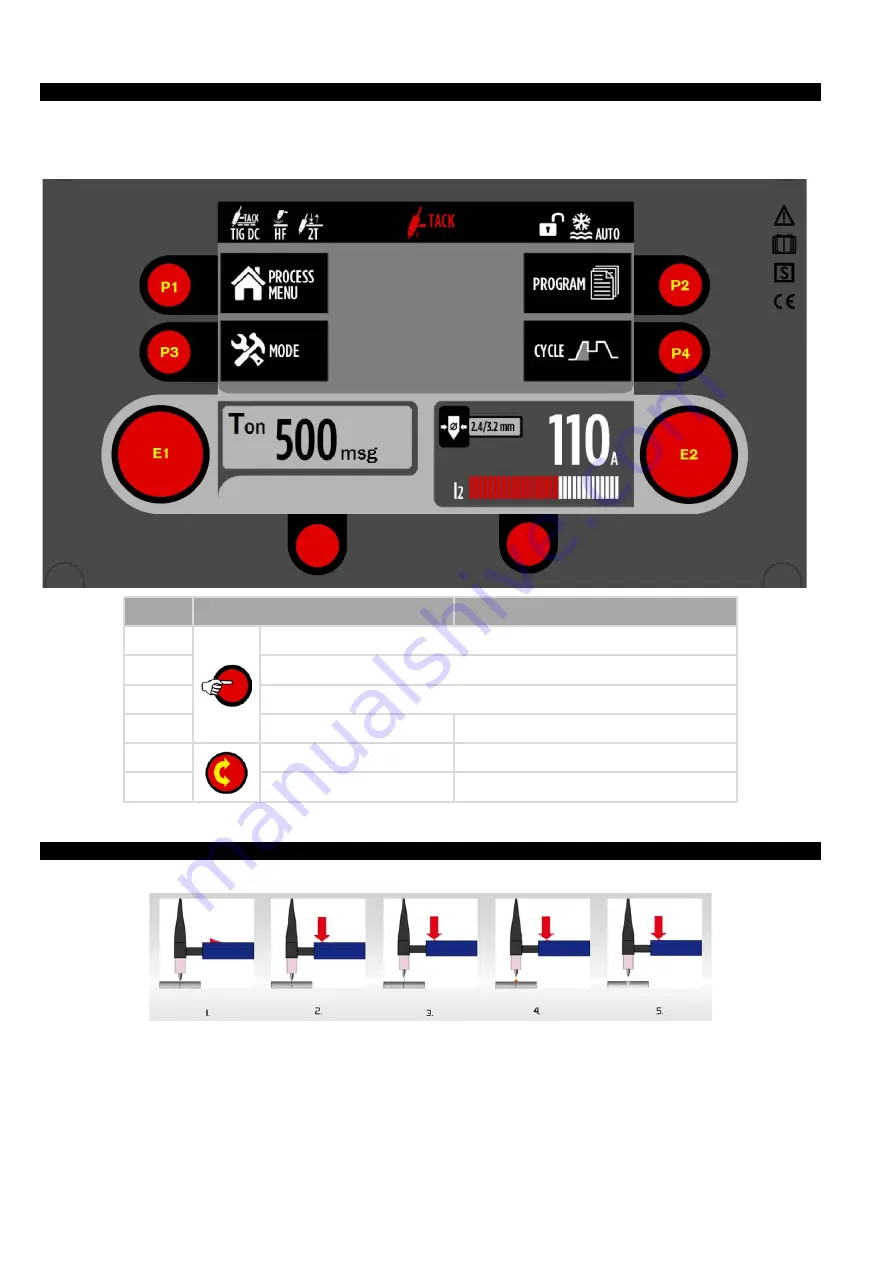
5.1.9.1. PRIMING TACK MODE.
This kind of welding will present a specific priming system called priming TACK:
1. Put the torch with the electrode on the workpiece.
2. Press the torch button. Hold it down.
3. Raise the torch slightly. At this time Arc Ignition is produced by HF
4. An electric arc of hundredths of a second occurs. Time can be regulated.
5. The result is very precise, there is not deformation nor oxidation of the welding point.







































































