





























41S_Rev00
58
Splice Menu
Standard mode: [SM], [NZ], [DS], [MM]
Splicing parameters: standard modes
In other splice modes in the user-selectable database, the user can select from a
series of factory-set splicing modes for various splicing combinations. Below are the
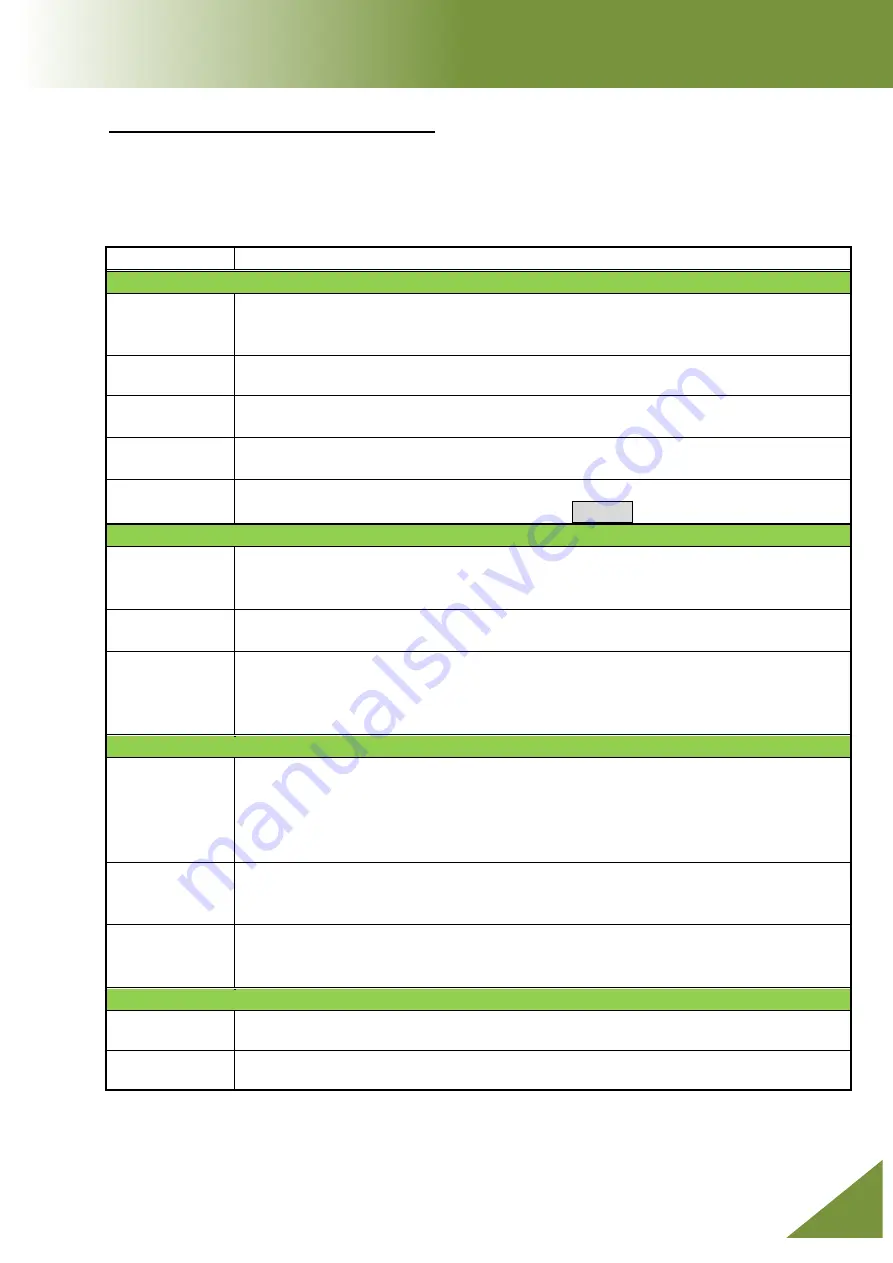
descriptions of the various parameters used in these modes.
Parameter
Description
Fundamental Settings
Fiber Type
List of splice modes stored in database is displayed. A selected splice mode
stored in the database area is copied to a selected splice mode in the
user-programmable area.
Mode Title1
Title for a splice mode expressed in up to 11 characters.
Mode Title2
Detail explanation for a splice mode expressed in up to 15 characters. Title2
is displayed at the [Splice Mode Select] menu.
Rearc Time
Splice loss may be improved by an additional “rearc” discharge in some
cases. The duration of this additional arc can be changed by this parameter.
Proof Test
If [Proof Test] is set to "ON", a proof-test is performed upon opening the wind
protector after splicing or by pressing the RESET key.
Gap setting
Cleaning Arc
A cleaning arc burns out micro dust on the surface of the fiber with an arc
discharge for a short period of time. The duration of the cleaning arc can be
changed by this parameter.
Gap
Sets the end-face gap between the left and right fibers at the time of aligning
and pre-fusion discharge.
Gapset
Position
Sets the relative position of the splicing location to the center of electrodes.
Splice loss may be improved in the case of dissimilar fiber splicing by
shifting [Gapset Pos] towards a fiber whose MFD is bigger than the other
fiber MFD.
Prefuse And Stuff
Prefuse
Power
Sets the power of the prefuse arc, which is an arc discharge occurring from
the beginning until the fibers begin stuffing. If [Prefuse Power] is set too low,
axial offset may occur if cleaved angles are relatively poor. If [Prefuse
Power] is set too high, fiber end faces are fused excessively and splice loss
gets worse.
Prefuse Time
Sets the duration of the prefuse arc, which is arc discharge occurring from
the beginning until the fibers begin stuffing. Longer [Prefuse Time] is
synonymous with higher [Prefuse Power].
Overlap
Sets the overlap amount of fibers at the fiber stuffing stage. Relatively small
[Overlap] is recommended if the [Prefuse Power] is low, while relatively large
[Overlap] is recommended if the [Prefuse Power] is high.
Arc
Arc Power
Sets Arc Power. The arc intensity expressed in units of “bits”.
Arc Time
Sets Arc time. The total arc discharge time including the pre-fuse time.







































































