






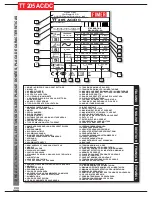
















PESO:
DIMENSIONI:
CARATTERISTICA STATICA:
DISPOSITIVO DI PROTEZIONE DI RETE:
TENSIONE DI INGRESSO:
PROTEZIONE TERMICA:
TEMP. INTERVENTO:
Le prove di riscaldamento sono state effettuate alla temperatura di 40°
FUNZIONE ARC FORCE E ANTI-STICKING:
DIAMETRI DEGLI ELETTRODI UTILIZZABILI:
WEIGHT:
DIMENSIONS:
STATIC CHARACTERISTIC:
POWER SUPPLY PROTECTION:
INPUT LOAD:
THERMAL PROTECTION:
INTERVENTION TEMPERATURE:
Overheating tests run at 40° C
ARC FORCE AND ANTI-STICKING FUNCTIONS:
MAX ELECTRODE DIAMETERS:
GEWICHT:
ABMESSUNGEN:
STATISCHE EIGENSCHAFTEN:
NETZSCHUTZVORRICHTUNG:
EINGANGSSPANNUNG :
WÄRMESCHUTZ:
EINSATZTEMPERATUR:
Die Erhitzungsprüfungen wurden bei einer Temperatur in Höhe von 40° durchgeführt
ARC FORCE UND ANTISTICKING FUNKTION:
VERWENDBARE ELEKTRODENDURCHMESSER:
POIDS:
DIMENSIONS:
CARACTÉRISTIQUE STATIQUE :
DISPOSITIF DE PROTECTION DE RÉSEAU :
TENSION D’ENTREE :
PROTECTION THERMIQUE :
TEMP. INTERVENTION :
Les essais de chauffe ont été effectués à la température de 40°
FONCTION ARC FORCE ET ANTICOLLANT :
DIAMETRES DES ELECTRODES UTILISABLES :
PESO:
DIMENSIONES:
CARACTERÍSTICA ESTÁTICA :
DISPOSITIVO DE PROTECCIÓN DE RED :
TENSIÓN DE ENTRADA:
PROTECCIÓN TÉRMICA :
TEMP. INTERVENCIÓN :
Las pruebas de calentamiento se han realizado con una temperatura de 40 ºC.
FUNCIÓN FUERZA ARC Y ANTISTICKING :
DIÁMETROS DE LOS ELECTRODOS UTILIZABLES :
ITA
LIA
NO
EN
G
LISH
DE
UT
SC
H
FR
AN
ÇA
IS
ESP
AÑ
O
L
ALTRI DATI TECNICI
ALTRI DATI TECNICI
ADDITIONAL TECHNICAL INFORMATION
ADDITIONAL TECHNICAL INFORMATION
WEITERE TECHNISCHE DATEN
WEITERE TECHNISCHE DATEN
CARACTERISTIQUES TECHNIQUES
CARACTERISTIQUES TECHNIQUES
OTROS DATOS TÉCNICOS
OTROS DATOS TÉCNICOS
16 Kg.
270x600x450
cadente
230V +/- 30%
termostato tipo “thermic SO1”
Fusibili 20A Ritardati
Int. Bipolari: 20A Curva K o C
16 Kg.
270x600x450
drooping
230V +/- 30%
Thermostat : “Thermic SO1”
20A Delay-Fuses
Two-Pole 20A K- or C-Standard Switch
16 Kg.
270x600x450
fallend
230V +/- 30%
Thermostat Typ „thermic SO1”
verzögerte 20A Sicherungen
Int. zweipolig: 20A K- oder C-Kurve
16 Kg.
270x600x450
cadente
230V +/- 30%
Thermostat type “thermic SO1”
Fusées Retardées 20A
Int. Bipolaires 20A Courbe K o C
16 Kg.
270x600x450
cadente
230V +/- 30%
termostato tipo “thermic SO1”
Fusibles 20A Retardados
Int. Bipolares: 20A Curva K o C
IX
TECHNICAL SPECIFICATION
TECHNICAL SPECIFICATION
TECHNISCHE SPEZIFIKATIONEN
TECHNISCHE SPEZIFIKATIONEN
SPÉCIFICATIONS TECHNIQUES
SPÉCIFICATIONS TECHNIQUES
ESPECIFICACIONES TÉCNICAS
ESPECIFICACIONES TÉCNICAS
SPECIFICHE TECNICHE
SPECIFICHE TECNICHE
Ø 1.5-4.0
Ø 1.5-4.0
Ø 1.5-4.0
Ø 1.5-4.0
Ø 1.5-4.0
Summary of Contents for TT165 AC/DC
Page 1: ...InstructionManual TT165 AC DC TT205 AC DC TT165 AC DC TT205 AC DC ...
Page 4: ......
Page 5: ...TT165 AC DC TT205 AC DC ...
Page 10: ...X ...
Page 12: ......
Page 30: ...20 NOTE ...
Page 32: ...Cod 910 100 333GB REV00 ...







































































