





























203
Avant d’alimenter le système, assurez-vous qu’il y a un disjoncteur principal avec des fusibles d’alimentation sur le tableau
principal. Vous pouvez utiliser au choix le câble d’alimentation installé en usine (4/c, type SO (90 °C), 10 pieds (3,1 m) de
longueur) ou vos propres fils de puissance. Si vous optez d’utiliser vos propres fils, assurez-vous qu’il s’agisse de conducteurs
en cuivre isolés. Vous devez disposer de deux fils de puissance monophasés ou de trois fils de puissance triphasés et un
conducteur de terre. Les câbles peuvent être recouverts de caoutchouc ou peuvent être insérés dans un conduit rigide ou
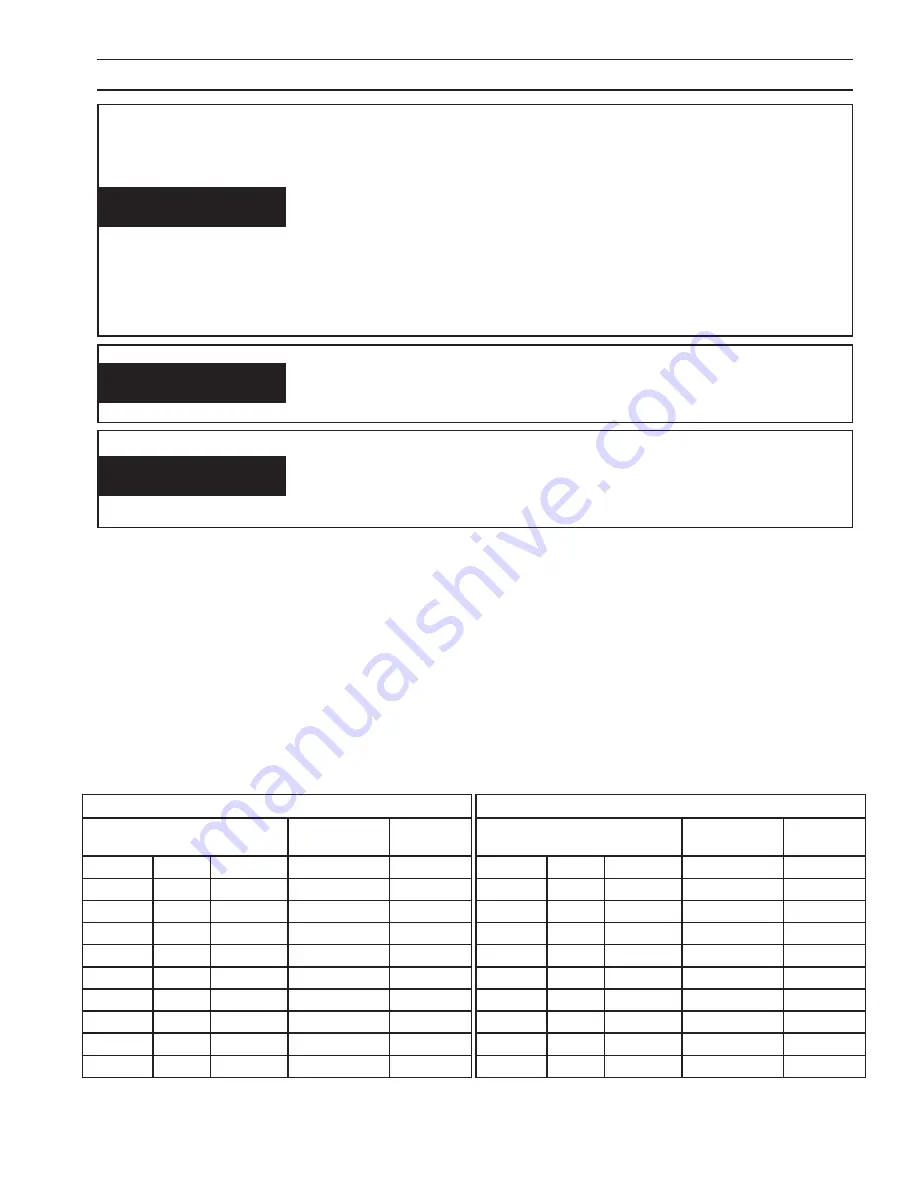
flexible. Consultez le tableau 3-1 pour connaître les conducteurs d’entrée conseillés et les tailles des fusibles.
AVANT DE TENTER TOUTE CONNEXION AUX BORNES DE L’ALIMENTATION
SECTEUR, ASSUREZ-VOUS QUE TOUTE SOURCE D’ALIMENTATION PRINCI-
PALE EST MISE HORS TENSION À PARTIR DU SECTIONNEUR PRINCIPAL ET
QUE LE CORDON D’ALIMENTATION EST DÉBRANCHÉ.
LA MASSE DOIT ÊTRE RACCORDÉE À UNE PRISE DE TERRE APPROUVÉE.
LE NON-RESPECT DE CETTE CONSIGNE PEUT ENTRAÎNER DES SECOUSSES
ÉLECTRIQUES, DES BRULÛRES SÉVÈRES OU ENTRAÎNER LA MORT.
SECTION 3
INSTALLATION
MISE EN GARDE
MISE EN GARDE
MISE EN GARDE
Tableau 3-1. (Powercut-1300/1600)
Tailles conseillées pour conducteurs d’entrée et fusibles
LES SECOUSSES ÉLECTRIQUES PEUVENT CAUSER LA MORT. AVANT DE TENTER
TOUTE CONNEXION ÉLECTRIQUE AU SECTEUR D’ALIMENTATION, EFFECTUEZ
TOUTES LES PROCÉDURES DE VERROUILLAGE DE LA MACHINERIE. SI LES
CONNEXIONS DOIVENT ÊTRES EFFECTUÉES À PARTIR D’UN SECTIONNEUR
DE LIGNE, METTEZ LE SECTIONNEUR HORS TENSION ET VERROUILLEZ-LE
POUR EMPÊCHER TOUT DÉCLENCHEMENT ACCIDENTEL. SI LES CONNEXIONS
SONT EFFECTUÉES À PARTIR D’UN COFFRET DE FUSIBLES, RETIREZ LES FUSI-
BLES CORRESPONDANTS ET VERROUILLEZ-LE COUVERCLE DU COFFRET. S’IL
S’AVÈRE IMPOSSIBLE D’UTILISER UN CADENAS, APPOSEZ UNE ÉTIQUETTE
ROUGE SUR LE SECTIONNEUR OU COFFRET POUR AVERTIR LES AUTRES QUE
QUELQU’UN TRAVAILLE PRÉSENTEMENT SUR LE CIRCUIT.
PowerCut 1300
Input Requirements
Input & Gnd
Conductors
Line
Fuse
Volts
Phase
Amps
Cu / Awg
Amps
208
1
57
6
75
208
3
34
6
45
230
1
50
6
70
230
3
36
6
50
400
3
18
10
25
380(CE)
3
19
6 mm
2
25
400(CE)
3
18
6 mm
2
25
460
3
18
10
25
575
3
15
10
20
PowerCut 1600
Input Requirements
Input & Gnd
Conductors
Line
Fuse
Volts
Phase
Amps
Cu / Awg
Amps
208
3
44
6
60
230
1
79
6
100
230
3
47
6
60
400
3
20
10
30
380(CE)
3
21
6 mm
2
30
400(CE)
3
20
6 mm
2
30
460
3
23
10
30
575
3
20
10
30
Summary of Contents for Powercut-1600
Page 4: ...4 table of contents ...
Page 11: ...11 MANUEL PLASMARC SKÆREENHED Powercut 1300 1600 ...
Page 12: ...12 ...
Page 24: ...24 SEKTION 3 INSTALLATION ...
Page 32: ...32 SEKTION 4 BETJENING ...
Page 33: ...33 MEKANISERET PLASMARC SKÆREENHED Powercut 1300 1600 ...
Page 34: ...34 ...
Page 57: ...57 HANDMATIG PLASMARC SNIJPAKKET Powercut 1300 1600 ...
Page 58: ...58 ...
Page 70: ...70 HOOFDSTUK 3 INSTALLATIE ...
Page 78: ...78 HOOFDSTUK 4 BEDIENING ...
Page 79: ...79 MACHINAAL PLASMARC SNIJPAKKET Powercut 1300 1600 ...
Page 80: ...80 ...
Page 103: ...103 MANUAL PLASMARC CUTTING PACKAGE Powercut 1300 1600 ...
Page 104: ...104 ...
Page 116: ...116 SECTION 3 INSTALLATION ...
Page 124: ...124 section 4 operation ...
Page 125: ...125 MECHANIZED PLASMARC CUTTING PACKAGE Powercut 1300 1600 ...
Page 126: ...126 ...
Page 149: ...149 MANUAALINEN PLASMARC LEIKKAUSJÄRJESTELMÄ Powercut 1300 1600 ...
Page 150: ...150 ...
Page 162: ...162 OSA 3 ASENNUS ...
Page 170: ...170 OSA 4 KÄYTTÖ ...
Page 171: ...171 MEKAANINEN PLASMARC LEIKKAUSJÄRJESTELMÄ Powercut 1300 1600 ...
Page 172: ...172 ...
Page 195: ...195 ENSEMBLE DE COUPAGE MANUEL À L ARC PLASMA Powercut 1300 1600 ...
Page 196: ...196 ...
Page 208: ...208 SECTION 3 INSTALLATION ...
Page 216: ...216 section 4 FONCTIONNEMENT ...
Page 217: ...217 ENSEMBLE DE COUPAGE À L ARC PLASMA AUTOMATIQUE Powercut 1300 1600 ...
Page 218: ...218 ...
Page 241: ...241 PLASMARC SCHNEIDAUSRÜSTUNG FÜR MANUELLES PLASMASCHNEIDEN Powercut 1300 1600 ...
Page 242: ...242 ...
Page 254: ...254 ABSCHNITT 3 INSTALLATION ...
Page 262: ...262 ABSCHNITT 4 BETRIEB ...
Page 263: ...263 PLASMARC SCHNEIDAUSRÜSTUNG FÜR MECHANISIERTES PLASMASCHNEIDEN Powercut 1300 1600 ...
Page 264: ...264 ...
Page 287: ...287 PACCHETTO DI TAGLIO PLASMARC MANUALE Powercut 1300 1600 ...
Page 288: ...288 ...
Page 300: ...300 SEZIONE 3 INSTALLAZIONE ...
Page 308: ...308 SEZIONE 4 FUNZIONAMENTO ...
Page 309: ...309 PACCHETTO DI TAGLIO PLASMARC MECCANIZZATO Powercut 1300 1600 ...
Page 310: ...310 ...
Page 333: ...333 MANUELL PLASMARC SKJÆREPAKKE Powercut 1300 1600 ...
Page 334: ...334 ...
Page 346: ...346 KAPITTEL 3 INSTALLASJON ...
Page 354: ...354 KAPITTEL 4 BRUK ...
Page 355: ...355 MEKANISERT PLASMARC SKJÆREPAKKE Powercut 1300 1600 ...
Page 356: ...356 ...
Page 379: ...379 ZESTAW DO RĘCZNEGO CIĘCIA ŁUKIEM PLAZMOWYM Powercut 1300 1600 ...
Page 380: ...380 ...
Page 392: ...392 ROZDZIAŁ 3 INSTALACJA ...
Page 400: ...400 ROZDZIAŁ 4 EKSPLOATACJA ...
Page 401: ...401 ZESTAW DO ZMECHANIZOWANEGO CIĘCIA ŁUKIEM PLAZMOWYM Powercut 1300 1600 ...
Page 402: ...402 ...
Page 425: ...425 CONJUNTO DE CORTE DE ARCO DE PLASMA MANUAL Powercut 1300 1600 ...
Page 426: ...426 ...
Page 438: ...438 CAPÍTULO 3 INSTALAÇÃO ...
Page 446: ...446 CAPÍTULO 4 FUNCIONAMENTO ...
Page 447: ...447 CONJUNTO DE CORTE DE ARCO DE PLASMA MECANIZADO Powercut 1300 1600 ...
Page 448: ...448 ...
Page 471: ...471 PAQUETE DE CORTE PLASMARC MANUAL Powercut 1300 1600 ...
Page 472: ...472 ...
Page 484: ...484 APARTADO 3 INSTALACIÓN ...
Page 492: ...492 APARTADO 4 FUNCIONAMIENTO ...
Page 493: ...493 PAQUETE DE CORTE PLASMARC MECANIZADO Powercut 1300 1600 ...
Page 494: ...494 ...
Page 517: ...517 MANUELLT PLASMARC SKÄRPAKET Powercut 1300 1600 ...
Page 518: ...518 ...
Page 530: ...530 AVSNITT 3 INSTALLATION ...
Page 538: ...538 AVSNITT 4 ANVÄNDNING ...
Page 539: ...539 MEKANISERAT PLASMARC SKÄRPAKET Powercut 1300 1600 ...
Page 540: ...540 ...
Page 557: ...557 Powercut 1300 1600 MAINTENANCE TROUBLESHOOTING SCHEMATIC DIAGRAMS REPLACEMENT PARTS ...
Page 558: ...558 ...
Page 562: ...562 section 5 maintenance ...







































































