













Section XII
Permissible Rework
EATON
Aerospace Group
TF100-63A March 2013
19
1.
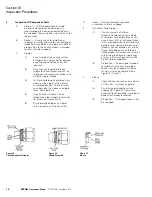
Hose Assemblies
A.
Hose assemblies may be shortened (new
assemblies only) by removal of one end fitting.
B.
On fire sleeved assemblies, it may also be
necessary to shorten the fire sleeve.
C.
Disassembly of the end fitting shall be in
accordance with Section III.
D.
Cut hose to the desired length.
E.
Assembly of the end fitting shall be in
accordance with Section VI.
2. Hose
A.
None (except length may be cut as described
in 1A above).
3. Fittings
A.
Rework of fittings is restricted to the
replacement of damaged swivel “B” nuts.
B.
Swivel “B” nuts will be replaced in accordance
with Section V, paragraph 1.B.
C.
Dry Film — Inspect threads and sealing
surfaces for wear. If undue wearing of the dry
film is observed or bare metal is revealed, the
entire thread and/or sealing surface may be
evenly lubricated with G N Paste*. Lubrication
should be performed after cleaning just prior to
assembly.
Note:
G N Paste should not be thinned.
4.
Fire Sleeves
Fire sleeves may be repaired as outlined in Section V,
paragraph 2.
* G N Paste is a product of the Dow Corning Corporation


























































