





























A
CTION
IN
C
ASE
OF
E
RROR
T
ROUBLESHOOTING
C
HAPTER
9
9-2
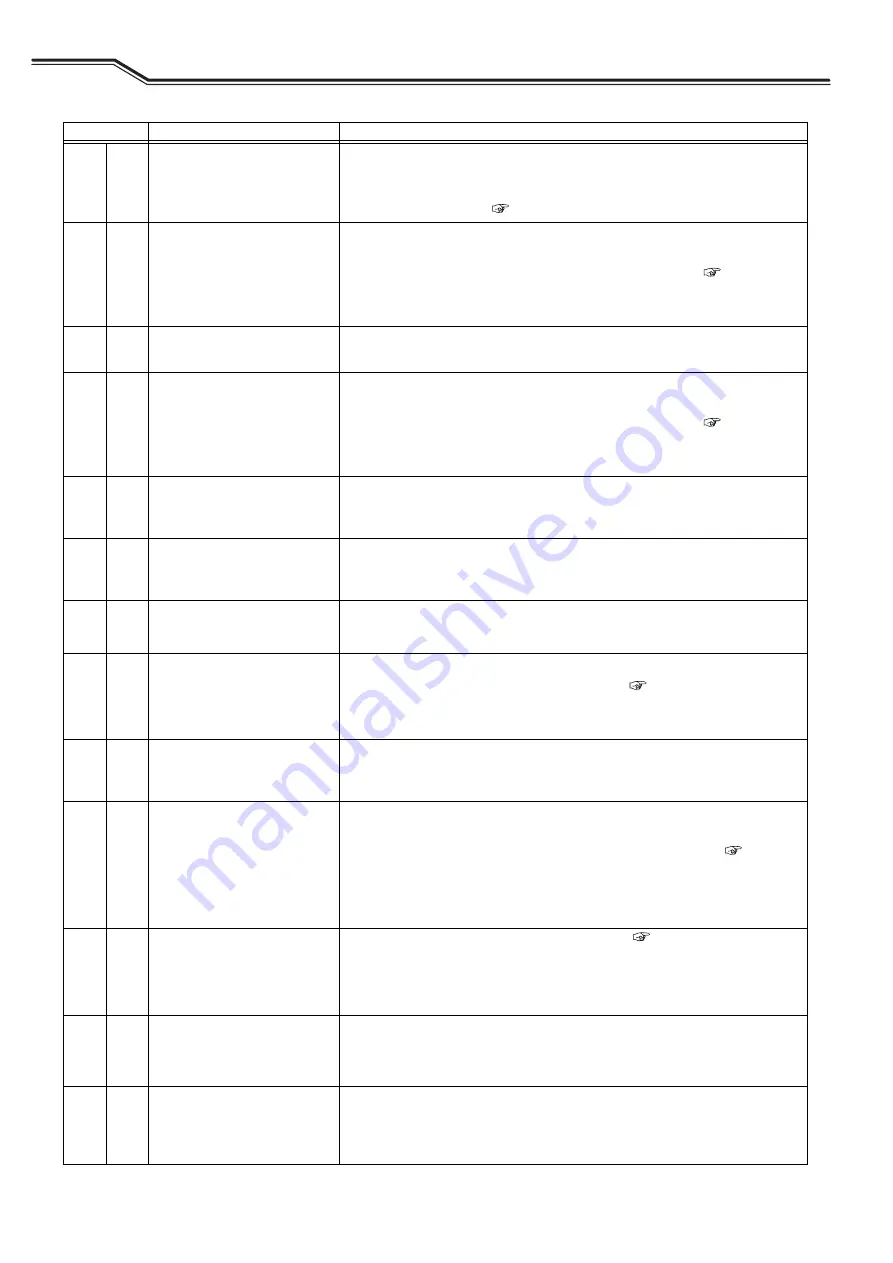
Error
-
code
Error cause
Action and how to cancel error
E-
000 There is no load between the
STOP terminals (*1)
• Identify the cause of no load between the STOP terminals (3-4) of the terminal
block TM3 for external connection.
• How to clear the error code indication differs depending on the setting of
internal function F4. (
-
E-
010 The torch switch was on when
the power switch was turned on
(*1)
• Check that the torch switch is not on (not pressed).
• If the internal functions F29 to F32 are set to "4" (activate), check also the
connections of the terminal blocks for external connection. (
to F32: External input terminal setting)
• The error code will disappear when the status above is resolved.
E-
011 Torch switch ON continuously
without arc start (*1)
• Check that the torch switch is not on(not pressed).
• The error code will disappear when status above is resolved.
E-
020 Inching was active when the
power switch was turned on (*1)
• Check that the WIRE INCH key (or inching button) is not pressed.
• If the internal functions F29 to F32 are set to "2" (inching), check also the
connections of the terminal blocks for external connection. (
to F32: External input terminal setting)
• The error code will disappear when the status above is resolved.
E-
030
to
037
Installing the software from a
USB flash drive failed (*1)
• Check that the USB flash drive is normal and connected to the USB connector
correctly, and try installing again.
• The error code will disappear when the power switch is turned off.
E-
100 Error of control power (*1)
• If cables are drawn out of the welding power source, check that there is no
abnormality (e.g., short-circuit) in the cables.
• The error code will disappear when the power switch is turned off.
E-
150 The input voltage for primary
side exceeded the allowable
range (*1)
• Check that the input voltage for primary side is between 340 to 460 V.
• The error code will disappear when the power switch is turned off.
E-
160 The input voltage for primary
side fell below the allowable
range (*2)
• Check that the input voltage for primary side is between 340 to 460 V.
• Check the set value of internal function F20. (
• The error code will disappear when the power switch is turned off.
E-
210 The arc voltage was not
detected (*1)
• Check that the power cables such as cables for base metal side and torch
side and the voltage detection cable are not disconnected.
• The error code will disappear when the power switch is turned off.
E-
300
to
303
The temperature inside the
welding power source exceeded
the allowable range (*1)
• Leave it untouched (with the power on) and operate the cooling fan for 10
minutes or more, and then turn off the power.
• After the above, clean dusts inside the welding power source. (
• The error code will disappear when the power switch is turned off.
• After recovery, be careful not to exceed the rated duty cycle.
E-
310
to
313
Rotation problem of the cooling
fan (*2)
• Clean dusts inside the welding power source. (
(Cooling fan may not work normally due to powder dust or foreign matter.)
• If the problem persists, the cooling fan may be broken. Contact your dealer.
• The error code will disappear when any key of the operation panel is pressed.
E-
510 Water-cooled pump abnormally
(*1)
• Check for water leakage from the cooling water hose and ensure that
sufficient cooling water is available.
When using the air-cooled torch, check that LED of the TORCH key on the
operation panel is off.
E-
615 Error of the backup memory
data (*2)
• The error code will disappear when any key of the operation panel is pressed.
• At the time, the welding conditions specified/registered and the settings of
internal functions may be initialized. After the error is cleared, check that
there is no problem in the data.
Summary of Contents for OTC Welbee Inverter W400
Page 2: ......
Page 8: ...vi MEMO...
Page 56: ...WIRING OF VOLTAGE DETECTION CABLE AT BASE METAL SIDE CONNECTION CHAPTER 4 4 22...
Page 116: ...OPERATION OF ANALOG REMOTE CONTROL OPTIONAL WELDING CONDITION CHAPTER 6 6 50...
Page 134: ...CHECKING SOFTWARE VERSION ADMINISTRATOR FUNCTIONS CHAPTER 7 7 18...
Page 146: ...TROUBLESHOOTING TROUBLESHOOTING CHAPTER 9 9 6...
Page 150: ...REFERENCE DRAWING REFERENCE MATERIALS CHAPTER 10 10 4 10 2 1 Schematic diagram...
Page 151: ...10 5 Chapter 10 Reference Materials REFERENCE DRAWING REFERENCE MATERIALS CHAPTER 10...
Page 158: ...MATERIALS FOR SETTING WELDING CONDITIONS REFERENCE MATERIALS CHAPTER 10 10 12...







































































