





























IT
99
2T /ACCENSIONE DI CONTATTO (PAC)
Il tempo di arresto puó essere interrotto con la premuta rapida di tasto della torcia.
2T / ACCENSIONE DI CONTATTO (PAC)
Alla corrente di saldatura si puó tornare premendo il tasto della torcia.
La corrente torna sul suo valore durante il tempo simile a quello di arresto.
4 T / ACCENSIONE HF.
1. Premere il tasto. Inizia scorrere il gas di protezione.
2. Rilasciare il tasto. Si accente l´arco e durante il tempo impostato per aumento della corrente di saldatura
avviene suo aumento per il valore impostato.
3. Premere il tasto. La saldatura continua.
4. Rilasciare il tasto. La corrente di saldatura inizia discendere e l´arco si spegne dopo il tempo impostato
per arresto. Il gas di protezione scorrerá ancora per il tempo impostato.
4 T / ACCENSIONE DI CONTATTO (PAC)
1. Legermente spingere elettrodo sul pezzo da saldare.
2. Premere il tasto della torcia e tenere premuto per tempo.
3. Lentamente spostare elettrodo dal pezzo da saldare. Avviene l´accensione del arco e durante il tempo
stabilito per aumento della corrente aumenta sul valore impostato per la corrente di saldatura.
4. Premere il tasto. Saldatura continua.
5. Rilasciare il tasto. La corrente di saldatura inizia discendere e si spegna dopo il tempo impostato per
arresto. Dopo lo spegnimento del arco scorrerá ancora il gas per il tempo impostato per post-gas.
4 T / ACCENSIONE DI CONTATTO (PAC)
Premendo il tasto durante arresto avviene arresto della corrente sul valore attuale durante il tempo quando il
tasto é premuto. Quando si rilascia il tasto discende la corrente.
4 T / ACCENSIONE DI CONTATTO (PAC)
Premendo il pulsante per un tempo prolungato ritorna la corrente sul valore della corrente di saldatura.
C10. FUNZIONE LEVEL O 4T LEVEL
Questa funzione Vi permette di scegliere due valori della corrente, la corrente di saldatura e un altro valore.
Si puó passare da un valore al altro con la premuta rapida del pulsante di torcia. Funzione LEVEL puó
essere utilizzata solo nel regime di 4 tempi.
Questa funzione puó essere utilizzata per la modifica della quantitá di calore, se il pezzo da saldare é
surriscaldato oppure se ha bisogno per un momento piu di calore.
Con questa funzione potete regolare la temperatura sul livelllo piu baso ad esempio se dovete cambiare la
posizione della saldatura oppure se dovete aggiungere il materiale per riempimento senza arresto della saldatura.
La corrente piu bassa puó essere utilizzata anche per riempimento dei crateri senza utilizzare il tempo di arresto.
Per impostare la funzione LEVEL utilizzare il bottone
P4 e
P5
, finché non si accende il LED
L10
oppure
L11
. Ora si puó regolare la corrente tramite il bottone
R1
.
La corrente regolata viene visualizzata in amperi.
Tra la corrente di saldatura e l´altro valore potete spostarci con la premuta rapida del tasto di avviamento.
Con una nuova premuta rapida del tasto di avviamento potete ritornare sulla corrente di saldatura. Il led di
controllo sul panello indicano il valore selezionato della corrente.
La saldatura potete arrestare con la premuta prolungata del tasto di avviamento sulla torcia (>0.7 s).
Funzione 4T LEVEL consente utilizzo del livello iniziale della corrente prima di saldatura e del livello finale
all´ termine del ciclo di saldatura.
Questa funzione puo´ essere utilizzata solo nel regime 4T. Selezionare tramite il tasto P12.
R1
Summary of Contents for SAF-FRO PRESTOTIG 240 AC/DC
Page 112: ...112 D3 PIECES DE RECHANGE COOLERTIG 2 D3 6 5 18 4 19 3 2 20 8 11 12 1 16 9 10 17 7 13 14 15 ...
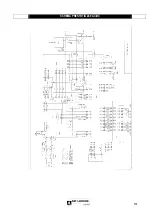
Page 113: ...113 SCHEMA PRESTOTIG 240 AC DC ...
Page 114: ...114 D3 PIECES DE RECHANGE PRESTOTIG 310 AC DC D3 14 6 12 3 1 17 2 7 15 4 under 13 16 33 9 ...
Page 116: ...116 SCHEMA PRESTOTIG 310 AC DC P R E S T O T I G 3 1 0 A C D C ...
Page 117: ...117 DESCRIPTION DU PANNEAU DE REGLAGE DU PRESTOTIG 240 310 AC DC voir page 6 ...
Page 118: ...118 DESCRIPTION DU PANNEAU DE REGLAGE voir page 6 ...
Page 119: ......
Page 120: ......
Page 121: ......







































































