





























Page
40
of
125
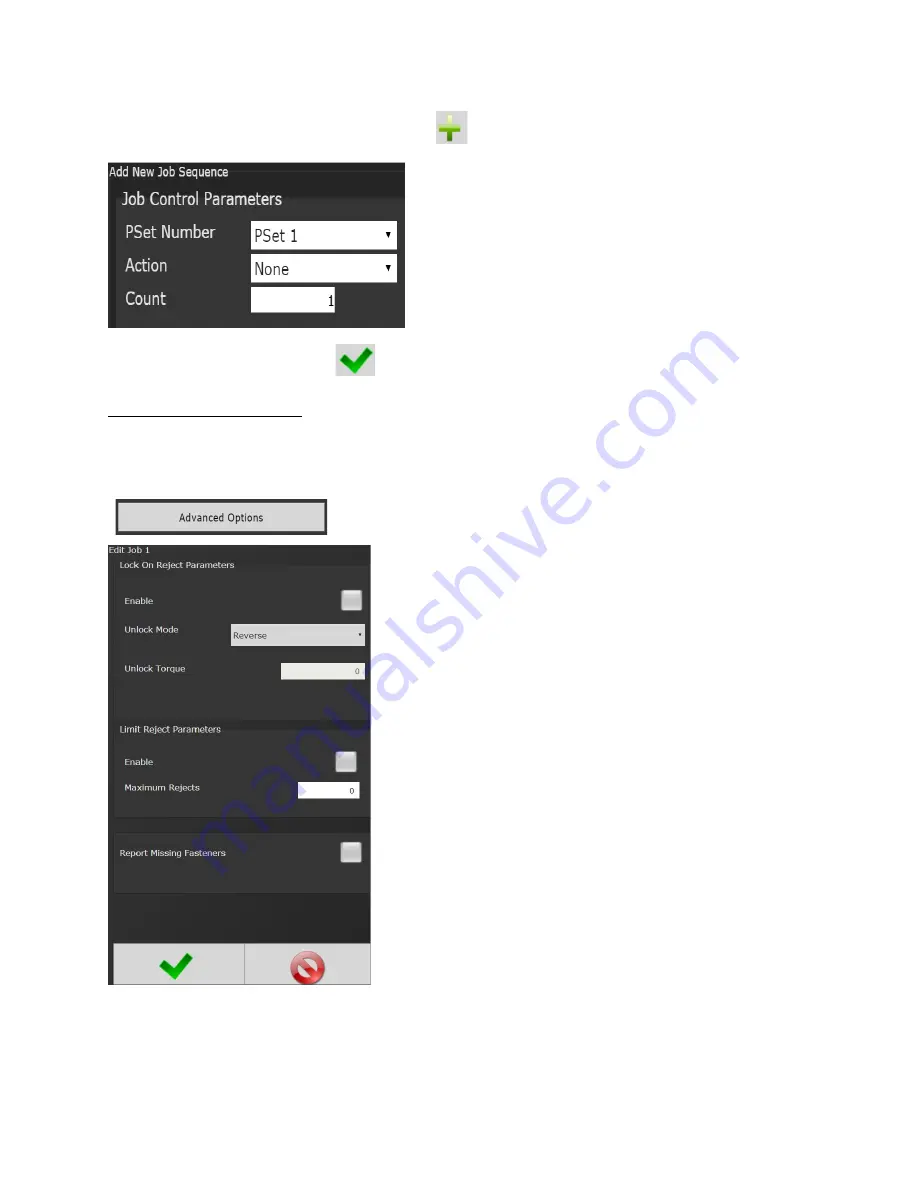
After appropriate values are entered, press
to go to Add New Job Sequence screen.
PSet Number
: Choose any current PSet already
configured in controller.
Action:
•
None:
Will stay in current sequence.
•
Next:
will advance to next sequence set up after
count is reached.
•
Count:
Fastener number required to complete
sequence.
Once values are entered press
two times to return to Job screen
4.3.2 Advanced Options
Lock on Reject:
When enabled this prevents tool from starting a new rundown if the result of the
last rundown was a reject. Tool remains locked until one of the four Unlock Mode conditions
above are satisfied.
Unlock Mode:
Reverse:
Running tool in disassembly mode.
Reverse and Throttle:
Running tool in disassembly mode.
Reverse and Unlock Torque:
Exceeding “Unlock Torque”
while tool is in the disassembly direction (Backing off a
rejected fastener).
MFB:
Pressing MFB button on tool (Regardless of MFB
configuration).
Unlock Torque:
If Unlock Mode is set to “Reverse and
Unlock Torque”, this torque value must be exceeded
when the tool is in the disassembly direction in order to
unlock the tool.
Limit Reject Parameters
Enable/Disable
Maximum:
Rejects Enter # of rejects allowed
Report Missing Fasteners:
Add an option to each JOB that would allow us to report
any missing fasteners. When it is set the controller will
report an NOK rundown for each fastener that is defined
in the JOB but has not been ran. These NOK results will be reported whenever a new job is
started AND the prior JOB is incomplete.
These generated NOK results are treated like any other fastening. They are displayed on the run
screen, stored in the results and transmitted on all protocols.