





















RAISED
PANELS
All
of
our
panel
knives
are
designed
to
produce
a
¼”
tongue.
Be
sure
to
select
a
panel
knife
based
on
the
fi
n
‐
ished
panel
thickness.
A panel must be 9” or more in the direc on you are molding
in
order
to
not
have
the
panel
come
o
ff
of
one
roller
before
it
engages
the
second
roller.
When
you
use
mul ple passes
you
must
have at least 9” of panel remaining
in
the
direc on
of
the
cut
in
order
to
have
a
least
one
roller
on
the
panel
at
all
mes.
If
you
desire
a
di
ff
erent
tongue
size
or
have
a
panel
thickness
other
than
¾”
or
5/8,”
a
special
knife
can
be
ordered
and
shipped
quickly
by
W&H.
THE
RAISED
PANEL
SET
UP
1.
Disconnect
the
power
supply.
2.
Install
your
knives
over
toward
the
tube
side
of
the
machine
allowing
enough
room
to
install
your
guide.
3.
Index
the
knife
arbor
so
the
pro
fi
le
will
be
seen
against
the
bed.
Raise
the
head
to
allow
the
panel
to
be
laid
on
the
bed
and
to
be
lined
up
with
the
pro
fi
le
visually.
4.
Once
you
have
found
the
proper
posi on
for
the
panel,
lower
the
head
so
the
rollers
will
put
pressure
on
the
panel
while
bu ng
the
guide
against
the
panel.
Tighten
your
guide.
5.
Raise
the
head,
pull
the
panel
out
of
the
machine,
and
lower
the
head
to
within
3/16”
of
the
panel
height.
Rotate
the
blade
arbor
by
hand
to
insure
nothing
is
interfering
with
its
rota onal
path.
Mould
the
panel
cross
grain
ends
fi
rst.
Stand
somewhere
between
the
open
side
and
in
‐
feed
side.
RAISED
PANEL
ISSUES
It
takes
some
prac ce
to
make
a
good
panel.
It
is
helpful
to
keep
a
slight
upward
pressure
on
the
panel
as
it
is
being
molded
with
a
steady
pressure
against
the
guide.
Because
panels
are
normally
larger
than
the
7”
cu ng
capacity
of
the
machine,
the
panel
must
pass
beneath
the
open
side
of
the
head.
There
is
approximately
1/32”
clearance
between
the
top
of
the
panel
and
the
head
of
the
machine,
provided
the
head
is
at
stock
size
se ng,
and
not
below.
Many
users
try
to
create
a
slightly
deeper
cut
to
modify
the
tongue
size
or
change
the
pro
fi
le
appearance
and
end
up
dragging
and
pivo ng
the
panel
away
from
the
guide
path.
The
head
must
be
set
at
the
panel
thick
‐
ness
and
not
below
it
in
order
to
have
clearance
to
pass
the
panel
through
the
machine
in
a
sa sfactory
way.
HOW
TO
PLANE
CAUTION!
When
you
use
the
machine
as
a
planer
you
will
need
to
back
o
ff
all
four
pressure
screws
¼”
so
that
you
will
not
have
too
much
roller
tension,
or
you
will
risk
shearing
a
pin
in
the
large
bronze
worm
gear.
Measure
the
thickness
of
your
stock.
.The
amount
of
stock
that
is
removable
in
one
pass
is
dependent
on
the
density
of
the
wood
(rela ve
hardness),
how
wide
the
cut
is,
and
the
moisture
content
of
the
stock.
Содержание 20210492060001
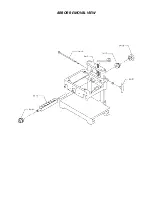
Страница 19: ...ARBOR REMOVAL VIEW...
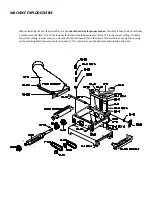
Страница 20: ...Stand exploded diagram...
Страница 22: ...Notes Maintenance Records...







































































