
























408-10390
Rev
T
10
of 25
3.1.
AMP-O-LECTRIC and Model K machines (with mini-applicator conversion)
Installation
This machine must be equipped with machine conversion kit PN 690675-2 to adapt it for use with
miniature applicators. The kit includes applicator instruction sheet
, which explains how to install
and remove an applicator with a mechanical feed.
Removal
1. Turn off the machine.
2. Disconnect the power cord.
3. Unload the applicator as described in section 4.
4. Remove the hold-down bracket and movable stop.
5. Slide the applicator away from the stop on the base mount until the ram post is clear of the
machine ram.
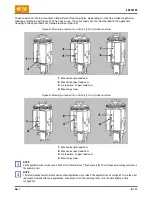
3.2.
Model T terminating unit (Atlantic only)
Installation
1. Turn off the machine.
2. Disconnect the power cord.
3.
Push in
the release bar on the quick-change base plate. The locking latch pivots
downward
.
4. Place the applicator on the quick-change base plate.
5. Slide it back until two notches engage the stops at the back of the plate, while guiding the ram
post into the ram post adapter.
6. Flip the locking latch up to secure the applicator in place.
Removal
1. Turn off the machine.
2. Disconnect the power cord.
3. Cut the terminal strip one or two terminals from the end of the applicator.
4.
Push in
the release bar on the quick-change base plate. The locking latch pivots
downward
.
5. Slide the applicator forward until it is clear of the ram post adapter.
3.3.
Other terminating machines
Refer to the appropriate machine manual (Table 1) for installation and removal procedures for the following
machines:
Basic AMP-O-LECTRIC
Model G
AMP 3K
AMP 5K
AMP 3K/40
AMP 5K/40
For any other terminating machines, refer to the customer documentation supplied with the machine.
NOTE
When switching between the bench terminator and an automatic leadmaker, you might have to adjust the wire stripper up or
down.







































































