




















408-10390
Rev
T
19
of 25
10. Securely tighten the four rearmost screws. The strip should slide easily between the guides with a
minimum of clearance.
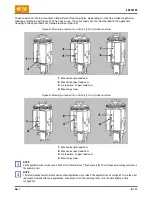
11. If present, adjust the strip hold-down plate (Figure 14) so that it is square with the terminal strip.
Position it so that it does not interfere with the slug blade tooling on the ram (Figure 5).
12. Tighten the remaining screws on the strip guide.
13. Verify the alignment of the terminal strip with the anvil. The strip must be centered over the anvil and in
line with the radius nest on top of the anvil.
14. Reinstall the drag plate, drag springs, and securing nuts.
15. Adjust the drag.
6.
REPLACEMENT AND REPAIR
These procedures cover the applicator parts that most often need replacement or repair due to wear. Stock and
control a complete inventory to prevent lost time when replacement of parts is necessary.
Disconnect electrical power when performing maintenance or repair on this equipment.
6.1.
Before replacing or repairing
1. Turn off the machine.
2. Disconnect the power cord.
3. Make sure that the machine ram is in the raised position
4. Remove the applicator from the machine.
5. For identification of parts, refer to the exploded view drawing on the applicator log and the parts list
packaged with the applicator.
6. Wipe the parts with a clean, dry cloth as you remove them from the applicator.
7. Before putting parts back into the applicator, wipe the mating surfaces with your fingers to make sure
that all lint and other foreign matter have been removed.
6.2.
Replacing the anvil
1. From the bottom of the base plate, remove the screw that holds the anvil to the base plate.
2. Remove the anvil from the groove in the top of the base plate.
3. Install the anvil by reversing the order of steps 1 and 2. If a new anvil is needed, make sure the part
number of the new anvil agrees with the number on the applicator parts list.
6.3.
Replacing shear plates
1. Lift the stock drag and feed pawl.
2. Pull the section of the terminal strip back so that the lead terminal is between strip guides.
3. Remove the two screws that fasten the shear plates and spacers (if used) to the strip plates.
4. Record the position of the front and rear shear plates so that you can reinstall them correctly.
5. Remove the parts from the applicator.







































































