





















408-10390
Rev
T
7
of 25
2.2.
Applicator with air feed system
With an air feed applicator (Figure 3), the terminals are fed by the action of an air feed module using a constant
air supply that moves the feed pawl. The exhaust control valves control the speed of the feed and retract
strokes.
Two feed cams (Figure 10) can be used with the air feed applicator.
The supplied
pre-feed
feed cam advances the lead terminal over the anvil on the upward stroke of the
ram assembly, leaving a terminal over the anvil when the machine is at rest.
An optional
post-feed
cam (part number 2391975-1) is available. It advances the lead terminal over the
anvil on the downward stroke of the ram assembly, leaving the anvil clear when the machine is at rest.
Figure 10: Air feed cams
1
Pre-feed cam
2
Post-feed cam (optional)
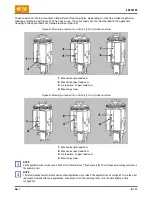
These feed cams can be mounted in two different mounting holes, depending on machine stroke length and
feed type (Figure 8 and Figure 9).
The air supply connection (Figure 3) must be connected to an air supply line providing continuous
pressure of 5.00 to 6.00 bars [72 to 87 psi] at the applicator.
No
oil lubrication of air is required for the Ocean air feed module after receiving and use within a
production environment.
The ram collar must be installed when changing crimp tooling to prevent the ram from becoming
captured. If this occurs, the air feed assembly must be removed to release the applicator ram.
CAUTION
The air feed housing has a vertical etched line that serves as a visual aid to ensure that the piston assembly is located within
the limits of the air cylinder position (see Figure 3). The feed pawl holder must be positioned to the right of the line. Incorrect
positioning of the feed pawl can cause the air feed module to fail prematurely.







































































