EN
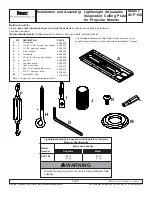
5. Immediately prior to welding, remove the oxi-
de layer completely from the pipe surface in
the welding area with a scraper. The marking
lines (hatching) must be removed completely
after scraping. Swarfs are to be removed.
Clean the processed pipe surface and
the interior surface of the electrofusion
saddle with a special cleaning agent (see
stipulations of DVS 2207-11) and unused,
absorbent, non-fibrous and non-coloured
paper and allow to dry.
If the oxide layer is not completely
removed, a leaktight welded joint
cannot be guaranteed.
Damage to the pipe surface, e.g. scratches
or axial scoring must not be present in the
welding area.
The processed pipe surface is to be
protected against unfavourable weather
conditions (e.g. moisture, frost) and other
damaging factors (e.g. grease, dirt).
6. Ensure the circularity of the pipes
The out-of-roundness of the pipes in the
welding area must not exceed 1.5 % (with
regard to the external diameter), maximum
3 mm, otherwise rounding clamps are to be
used.
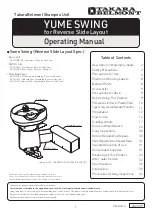
7. Fit the electrofusion saddle in the processed
welding area, run the provided clamping rope
along the marks (arrows).
15
Содержание AWADUKT PP
Страница 10: ...NOTIZEN DE...
Страница 19: ...EN NOTES 19...