5. Unmittelbar vor der Verschweißung die
Oxidschicht von den Rohroberfläche im
Schweißbereich mit einem Handschaber
vollständig entfernen. Die Markierungs-Kon-
trollstriche (Schraffur) müssen nach dem
Schaben komplett entfernt sein. Späne sind
zu entfernen.
Die bearbeitete Rohroberfläche und die
Innenfläche des Anschweißsattels mit Spe-
zialreinigungsmittel (siehe Vorgaben der DVS
2207-11) sowie unbenutztem, saugfähigem,
nicht faserndem und nicht eingefärbtem
Papier reinigen und ausreichend ablüften
lassen.
Ohne die vollständige Entfernung
der Oxidschicht kann eine dichte
Schweißverbindung nicht sicher gestellt
werden.
Beschädigungen der Rohroberfläche, wie
z.B. Kratzer oder axiale Riefen, dürfen im
Schweißbereich nicht vorhanden sein.
Die bearbeitete Rohroberfläche ist vor
ungünstigen Witterungseinflüssen (z.B.
Feuchtigkeit, Reifbildung) und sonstigen
schädigenden Einflüssen (z.B. Fett,
Schmutz) zu schützen.
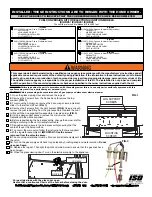
6. Rundheit der Rohre sichern
Die Unrundheit der Rohre darf im
Schweißbereich 1,5 % (bezogen auf den
Außendurchmesser), maximal 3 mm, nicht
überschreiten, ansonsten sind Runddrück-
klemmen einzusetzen.
7. Den Anschweißsattel auf den bearbeiteten
Schweißbereich aufsetzen, mitgeliefertes
Spannseil entlang den Markierungen (Pfeile)
führen.
DE
6
Содержание AWADUKT PP
Страница 10: ...NOTIZEN DE...
Страница 19: ...EN NOTES 19...