




















46
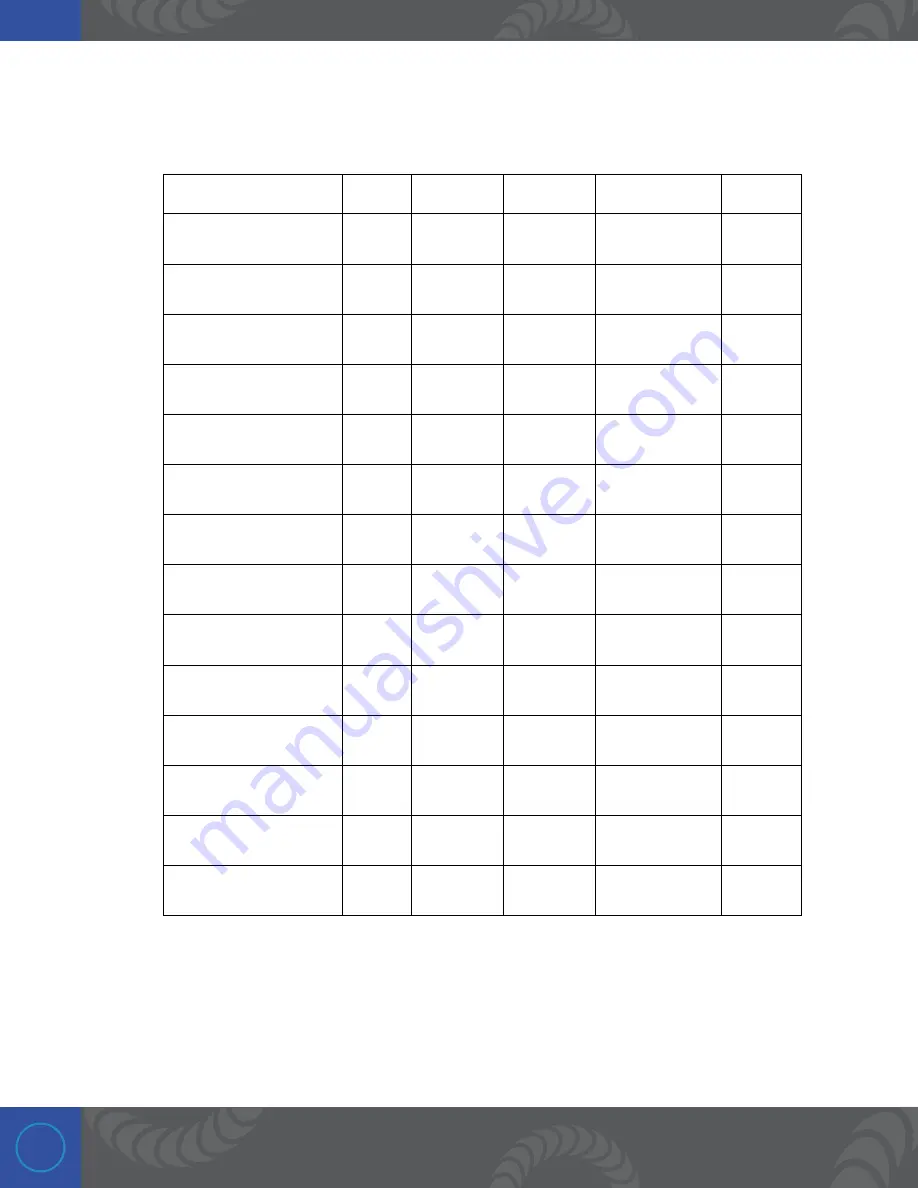
LASER WELDING PARAMETERS
POWER
SPOT
TIME m/s
FREQUENCY
WAVE
Yellow Gold thin
2.0
0.2
2.0
5.0
SLO+
Yellow Gold wire
2.4
0.4
2.4
6.5
SLO+
Yellow Gold smoothing
3.6
0.7
3.6
6.5
SLO+
White Gold thin
1.5
0.2
1.6
6.5
SLO-
White Gold wire
1.7
0.4
1.7
6.5
SLO-
White Gold smoothing
2.3
0.8
2.1
6.5
SLO-
Rose Gold thin
1.6
0.2
1.9
5
SLO+
Rose Gold wire
1.8
0.3
2.2
5
SLO+
Rose Gold smoothing
3.2
0.6
3.1
6.5
SLO+
Silver thin
3.7
0.3
3.7
5
NORM
Silver wire
4.2
0.3
4.2
5
NORM
Silver smoothing
4.5
0.4
4.5
4
NORM
Platinum thin
1.8
0.4
0.8
5
NORM
Platinum wire
1.8
0.5
1
1.6
NORM
QUICK LASER PARAMETERS
Содержание Combo 200
Страница 1: ...Orion Laser Welder User Manual Orion Combo 200 ...
Страница 4: ...4 ...
Страница 7: ...7 ...
Страница 52: ...52 ...







































































