







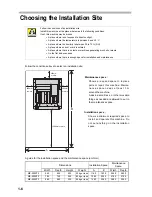




















1-12
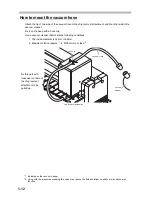
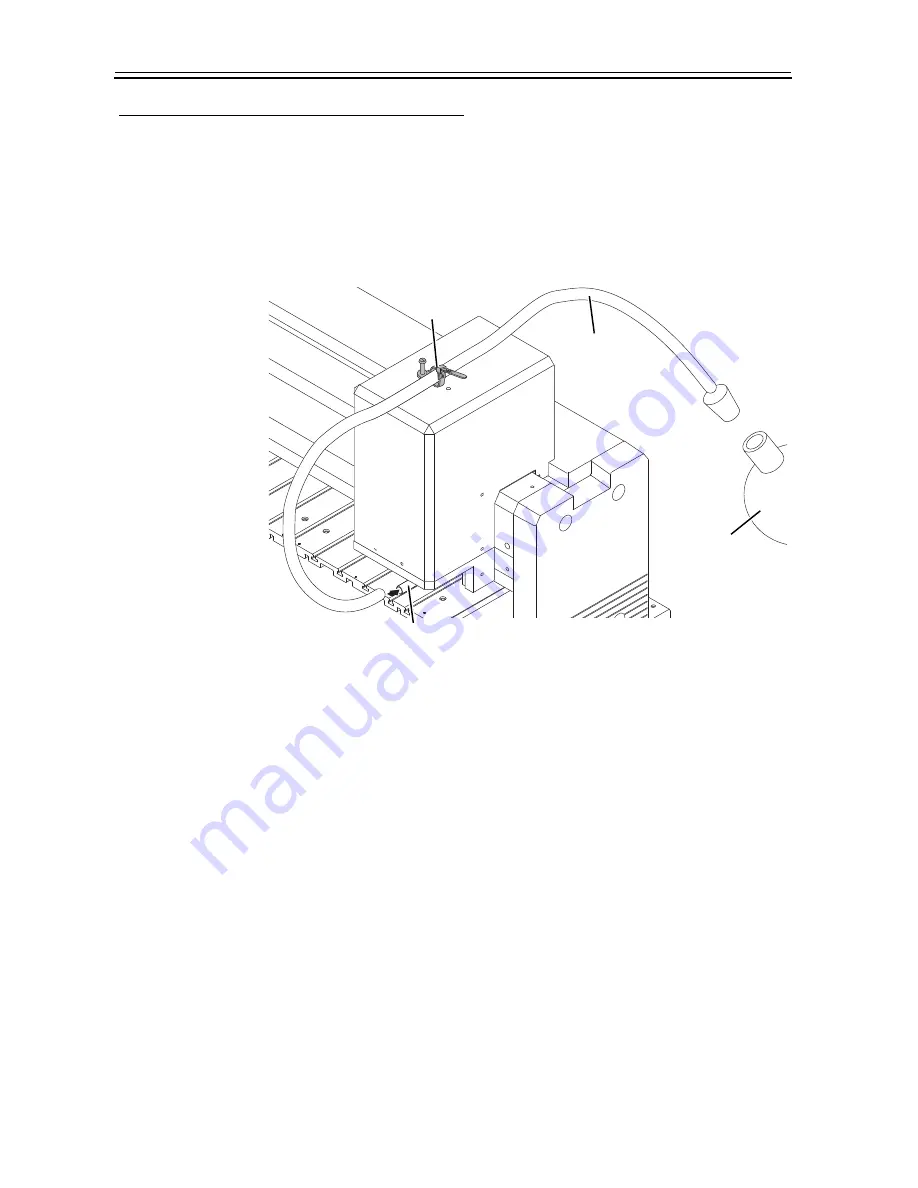
How to mount the vacuum hose
Attach the tip of one side of the vacuum hose to the chip removal attachment, and the other side to the
vacuum cleaner.
Fix it on the head with a hose clip.
Use a vacuum cleaner that meets the following conditions.
1. The inside diameter is 32 mm to 38mm.
2. Maximum static pressure
*1
is 2100mm Aq or less.
*2
*1. Indicates on the vacuum cleaner.
*2. Using with the pressure exceeding this value may reduce the flatness follow-up ability or may cause mal-
function.
Fix this part with
loosened in order not
the chip removal
attachment to be
pulled up.
Vacuum Hose
Vacuum
Cleaner
Hose Clip
Chip Removal Attachment
{
Содержание ME-300STII
Страница 1: ...MIMAKI ENGINEERING CO LTD URL http eng mimaki co jp D202838 11 ME 300STII ME 500STII ME 650STII...
Страница 12: ...12 Machine Specification 6 10 Interface Specification 6 11 Supported G code List 6 12...
Страница 13: ...1 1 CHAPTER 1 PREPARATION This chapter describes the preparation required to operate this machine...
Страница 26: ...2 2 Operation Panel The names and functions of the operation panel components are as follows...
Страница 37: ...3 1 CHAPTER 3 BASIC OPERATIONS This chapter describes the basic operations required to perform engraving...
Страница 68: ...4 14...
Страница 69: ...5 1 CHAPTER 5 ERRORS AND SOLUTIONS...
Страница 76: ...5 8...
Страница 77: ...6 1 CHAPTER 6 APPENDIX...
Страница 89: ......
Страница 90: ...D202838 11 28102015 Printed in Japan 2015 MIMAKI ENGINEERING CO LTD All rights reserved KT FW 1 40...






















































