





























General
OM-257 675 Page 65
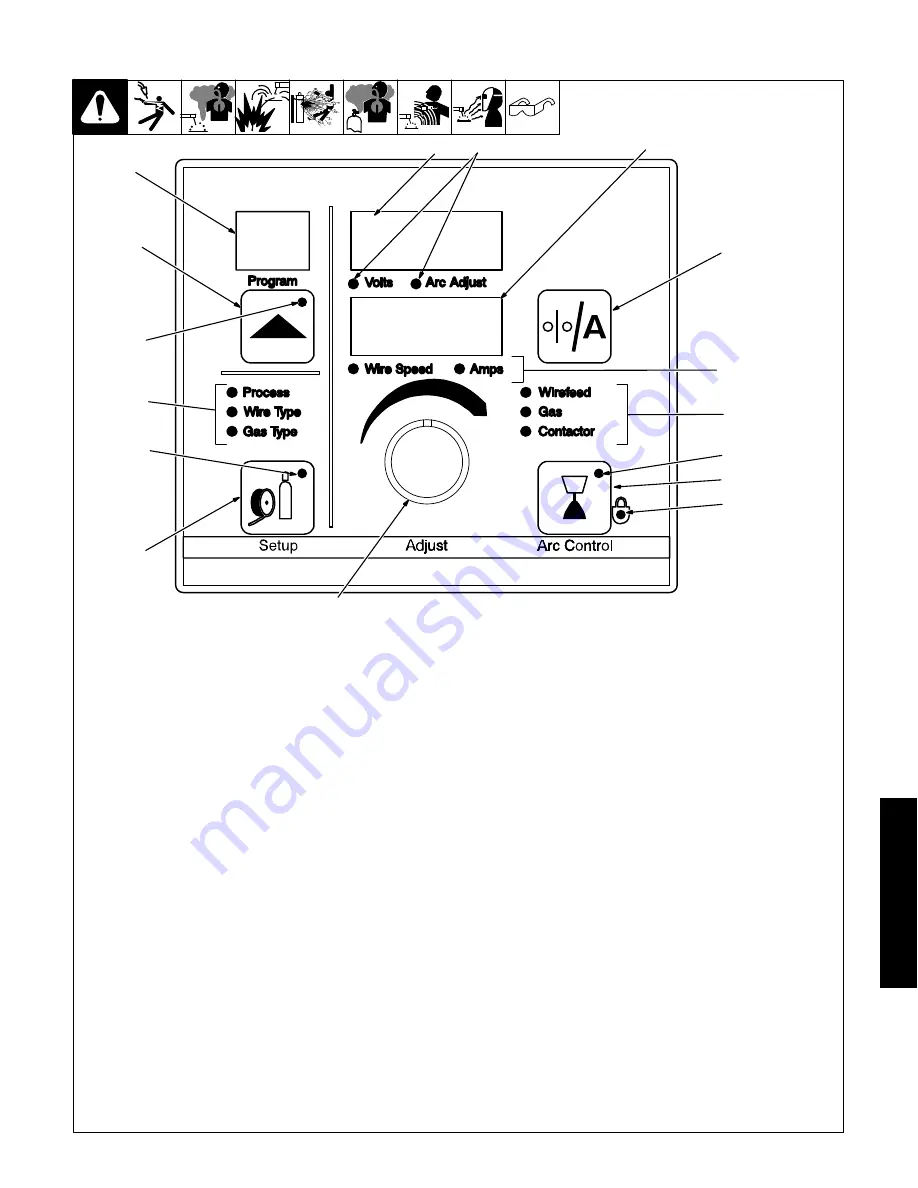
10-3. Front Panel Controls (See Section 10-4)
.
When an LED is lit, it means the related function is active.
1. Program Display
Displays the number of the active program.
2. Adjust Knob
Turn the Adjust knob to change program
number, Setup, Arc Control, and weld
parameters.
3. Program Push Button LED
The LED lights when the Program Push
Button is active.
4. Program Push Button
Press push button (LED lights) and turn Adjust
knob to select active program.
.
The program cannot be changed through
the front panel while welding.
Press and hold button to see program name.
Program name is shown in upper and lower
displays (items 13 and 15).
5. Setup Mode Indicators
The lit LED indicates which setup mode is
active. Setup mode parameters are shown in
Display Windows (see Items 13 and 15).
Process LED
When this LED is lit, turn the Adjust knob to
select the desired weld process. Choices
include pulse welding (displayed as PULS),
Accu-pulse, MIG welding (MIG), AccuCurve,
and RMD [Regulated Metal Deposition
(optional)].
Wire Type LED
When this LED is lit, turn the Adjust knob to
select the desired wire type, wire alloy, and
size. Wire type and size choices vary
according to the selected weld process.
Choices may include steel (displayed as
STL), stainless steel (SS), metal core
(MCOR), aluminum (ALUM). See Table 9-1
for all wire abbreviations.
Gas Type LED
When this LED is lit, turn the Adjust knob to
select the desired weld gas. Gas type choices
vary according to the selected weld process.
See Table 9-1 for all gas abbreviations.
6. Setup Push Button LED
The LED lights to indicate one of the setup
modes is active.
7. Setup Push Button
Press button to select Process, Wire Type,
Wire Diameter, or Gas Type parameters.
.
In order for selections to be retained in
memory, the Setup push button must be
pressed six times before any other push
button is pressed: once to select Process,
again to select Wire Type, again to select
Wire Alloy, again to select Wire Size,
again to select Gas Type, and a sixth time
to store selections in memory. The
displays will temporarily show “PROG
LOAD” to indicate the data is being stored
in memory.
200 410-A
1
3
5
7
2
9
10
11
14
15
4
12
13
6
8
16
Содержание Auto-Axcess E Digital
Страница 6: ......
Страница 16: ...OM 257 675 Page 10...
Страница 18: ...OM 257 675 Page 12 Notes...
Страница 22: ...OM 257 675 Page 16 Notes...
Страница 26: ...OM 257 675 Page 20 Notes...
Страница 30: ...OM 257 675 Page 24 Notes...
Страница 37: ...General OM 257 675 Page 31 Notes...
Страница 98: ...Safety OM 257 675 Page 92 Notes...
Страница 115: ...Trouble OM 257 675 Page 109 Notes...
Страница 120: ...OM 257 675 Page 114 Figure 15 2 Circuit Diagram For Auto Axcess E 300 Digital Welding Power Source Part 2 Of 2...
Страница 121: ...Circuits OM 257 675 Page 115 257 679 A Part 2 Of 2...
Страница 122: ...OM 257 675 Page 116 Figure 15 3 Circuit Diagram For Auto Axcess E 450 Digital Welding Power Source Part 1 Of 2...
Страница 123: ...Circuits OM 257 675 Page 117 257 678 A Part 1 Of 2...
Страница 124: ...OM 257 675 Page 118 Figure 15 4 Circuit Diagram For Auto Axcess E 450 Digital Welding Power Source Part 2 Of 2...
Страница 125: ...Circuits OM 257 675 Page 119 257 678 A Part 2 Of 2...
Страница 126: ...OM 257 675 Page 120 Figure 15 5 Circuit Diagram For Auto Axcess E 675 Digital Welding Power Source Part 1 Of 2...
Страница 127: ...Circuits OM 257 675 Page 121 257 676 A Part 1 Of 2...
Страница 128: ...OM 257 675 Page 122 Figure 15 6 Circuit Diagram For Auto Axcess E 675 Digital Welding Power Source Part 2 Of 2...
Страница 129: ...Circuits OM 257 675 Page 123 257 676 A Part 2 Of 2...
Страница 130: ...OM 257 675 Page 124 Figure 15 7 Circuit Diagram For Axcess E Digital Module...
Страница 131: ...Circuits OM 257 675 Page 125 257 680 A...
Страница 132: ...OM 257 675 Page 126 Figure 15 8 Circuit Diagram For Motor And Digital I O Interface...
Страница 133: ...Circuits OM 257 675 Page 127 258 246 A...
Страница 143: ...E450 Parts OM 257 675 Page 137 Notes...
Страница 153: ...E675 Parts OM 257 675 Page 147 Notes...







































































