

























11
24.11.14 / V 01.0-EN
Operating
Changing the cutting tool
Since the precision conus of the cutting tool is a self-locking conus, that cannot
be loosened by a morse taper kindly follow most accurately the procedure as
described in the following.
Your machine is provided with an adjustable ball ramp to loosen the milling
head.
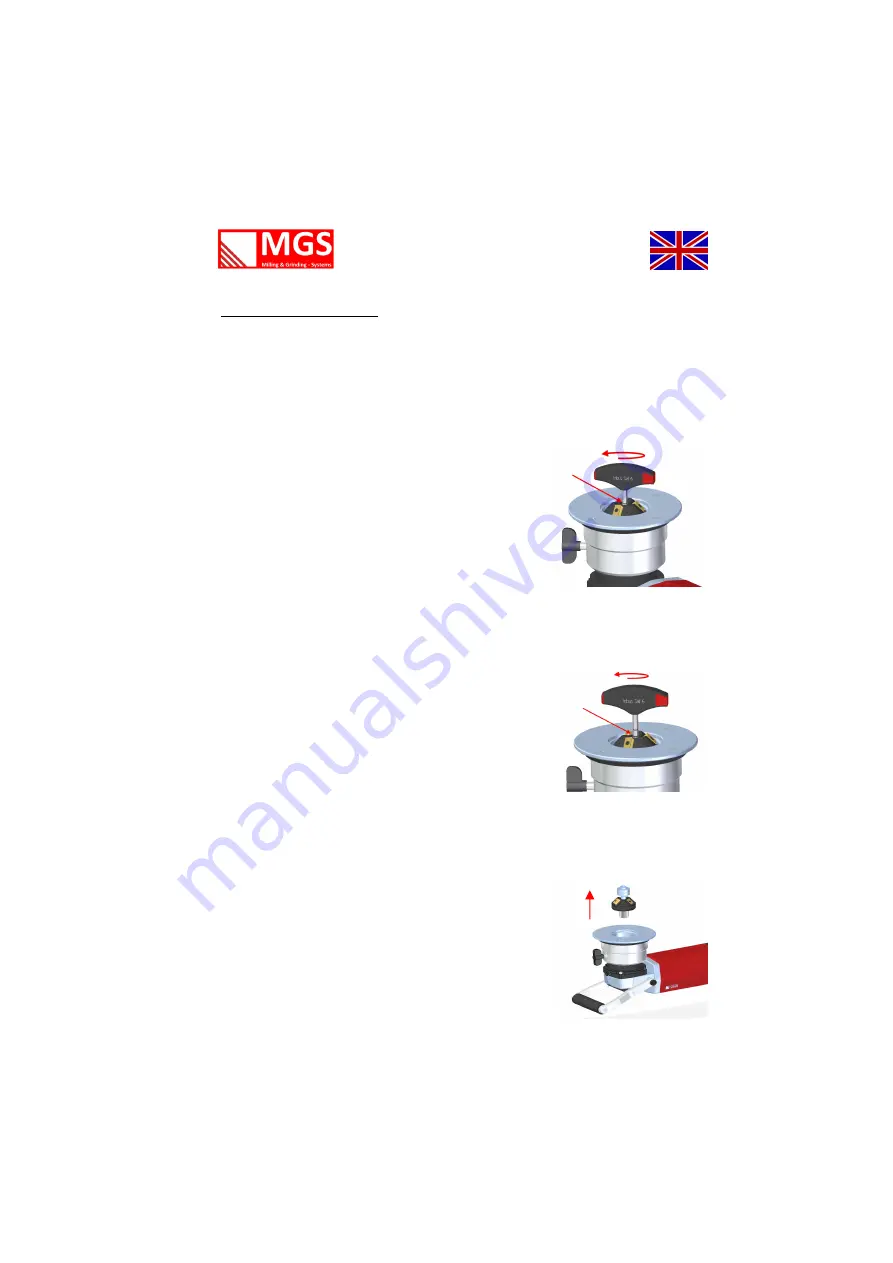
10 a.
Turn the ball ramp to the milling head „on block“. For
that purpose put the hex key SW6 as deep into the
milling head (perhaps a slight screwing up may be
helpful) as necessary so that the upper marking will
be flush with the milling head. Subsequently turn the
ball ramp to the left until you can feel a firm resis-
tance. It is possible that the ball ramp already is
“on block” at the cutting tool, due to the clockwise
rotation of the drive shaft.
10 b.
Now turn the ball ramp to the left until the milling
head is slightly lifted.
10 c.
In order to be able to easily take off the milling head,
screw the axis with the bearings into the cutting tool
for one or two turns and use the axis as a handle to
pull out the milling head.







































































