





























Chapter 5 Positioning Instructions
5
-
17
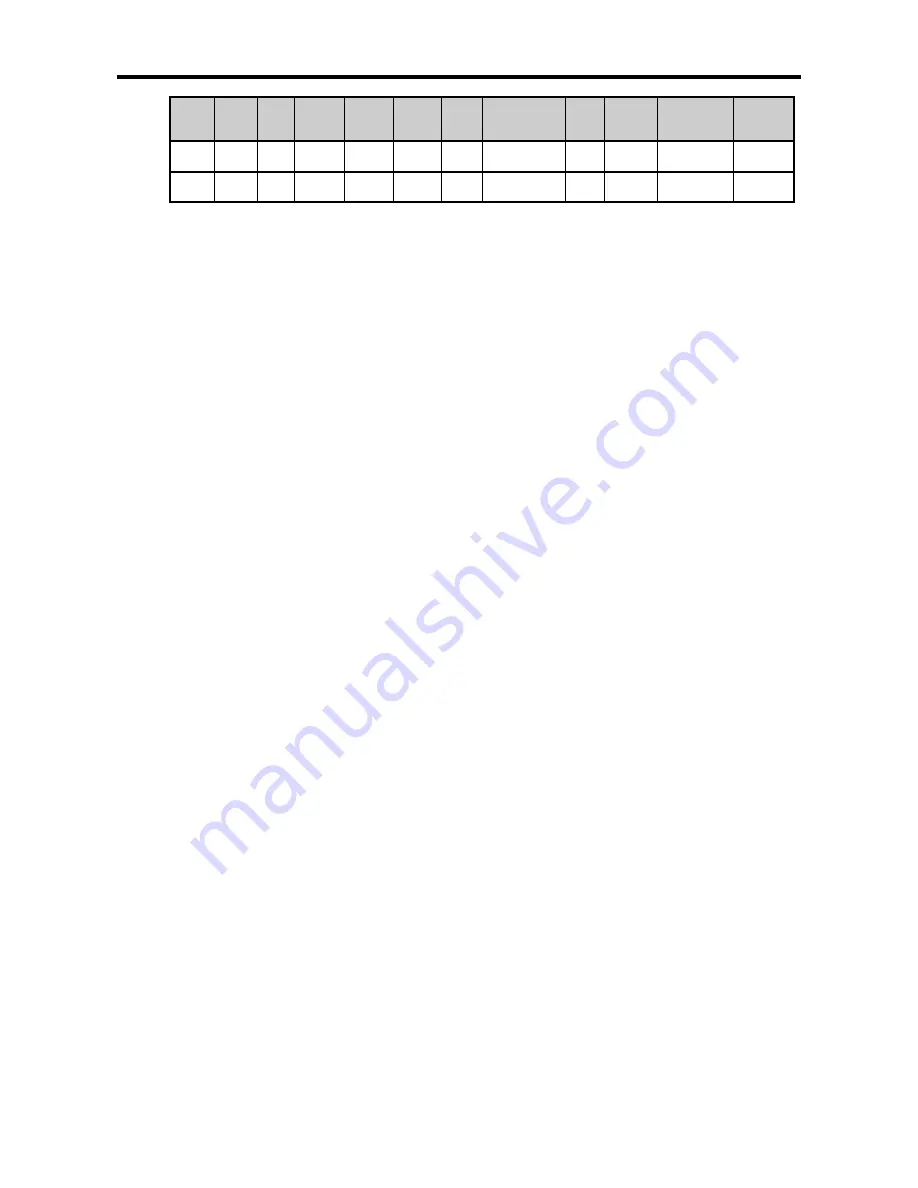
Axis
Step
No.
coordi
nates
Operatio
n pattern
Control
method
Operatio
n mode
Repeat
ed
Step
Target position
[Pulse]
M
code
Acc./dec.
No.
Operation
speed[pls/s]
Dwell time
[
㎳
]
X
10 Rel. End
positio
n
Single
0
7,000
0
1
100
10
Y
10 Rel.
End
positio
n
Single
0
2,000
0
2
300
10
(c) Operation of the Program
• The LIN instruction is executed if the rising edge of M0001 is generated which was used as the
instruction signal of the straight interpolation starting.
(If it is in operation of axis X or in error, it does not operate. If axis Y is in operation, error code 242
is issued and it does not operate)
1) If the straight interpolation instruction (LIN instruction) is executed, the straight interpolation
operation is started as set in operand.
2) Since sl is 0, built-in positioning of the basic unit operates straight interpolation.
- Because the starting step number is set as 3, positioning operation is carried out by the data of
No. 3 step of the positioning operation data. That is, if the IST instruction is started, positioning
control is conducted in the Incremental coordinates as set in operation data No. 3 step, moves
up to 7,000 pulse at 100pps, stops, and when the dwell time of 10ms passes, positioning is
finished.
3) As the ax is set at 0, the straight interpolation instruction for axis X is started. (For actual zero,
the main and auxiliary axes of axis X and axis Y are calculated according to the size of the
target position for starting, to the ax operand does not affect the operation)
4) Since the step number of n1 operation is set at 10, the main and auxiliary axes are
automatically selected by No. 10 operation data of axis X and axis Y. (In this example, because
the target position of axis X is larger, axis X is the main axis and axis Y is the auxiliary axis.)
5) The acceleration and deceleration time and speed of axis Y, which is the auxiliary axis, does not
follow the set value but automatically calculated for operation.
6) That is, axis X and axis Y are designated as the main and auxiliary axes respectively by starting
of the LIN instruction, it moves by (7000,2000) to the relative position and the operation ends.
Содержание XBC-DN20S
Страница 210: ...Chapter 7 Program Examples of Positioning 7 6 2 XEC ...
Страница 215: ...Chapter 7 Program Examples of Positioning 7 11 2 XEC ...
Страница 220: ...Chapter 7 Program Examples of Positioning 7 16 2 XEC ...
Страница 225: ...Chapter 7 Program Examples of Positioning 7 21 2 XEC ...
Страница 232: ...Chapter 7 Program Examples of Positioning 7 28 2 XEC ...
Страница 237: ...Chapter 7 Program Examples of Positioning 7 33 2 XEC ...
Страница 240: ...Chapter 7 Program Examples of Positioning 7 36 ...
Страница 308: ...Appendix 4 Dimension App 4 3 3 High end type main unit XBC DN32H XEC DN32H XEC DP32H XBC DR32H XEC DR32H ...
Страница 309: ...Appendix 4 Dimension App 4 4 XBC DN64H XEC DN64H XEC DP64H XBC DR64H XEC DR64H ...
Страница 311: ...Appendix 4 Dimension App 4 6 XBE DC08A XBE DC16A XBE TN08A XBE TN16A XBE DR16A XBE RY08A ...
Страница 312: ...Appendix 4 Dimension App 4 7 5 Communication module XBL C41 21A XBL EMTA ...
Страница 313: ...Appendix 4 Dimension App 4 8 5 Special module XBF AD04A XBF DV04A ...