





























Deutsch
Deutsch
3
Ausgangsverbindungen
Sh. Punkte [8], [10] und [11] der u.a. Abbildungen.
Steuerung und Funktion
14
7
3
1
2
15
8
10
24
11
13
1. Hauptschalter und Stromleuchte: Nach Anschluss
an die Stromversorgung und nach Einschalten des
Netzschalters leuchtet diese Lampe auf, um die
Betriebsbereitschaft der Maschine anzuzeigen.
2. Thermischer Überhitzungsanzeiger: Diese Lampe
leuchtet auf, wenn die Maschine überhitzt ist und
die Ausgangsleistung abgeschaltet ist. Lassen Sie
die Maschine eingeschaltet. So können die internen
Komponenten abkühlen. Erlischt die Warnleuchte,
kann das Gerät wieder betrieben werden.
3. Schalter zur Änderung der Schweißspannung: Die
POWERTEC
305C
hat 2 Schalter (2- und 10-stufig
= 2 Grobstufen und 10 Feinstufen). Die
POWERTEC 355C und 425C haben ebenfalls 2
Schalter (3- and 10-stufig = 3 Grobstufen und 10
Feinstufen).
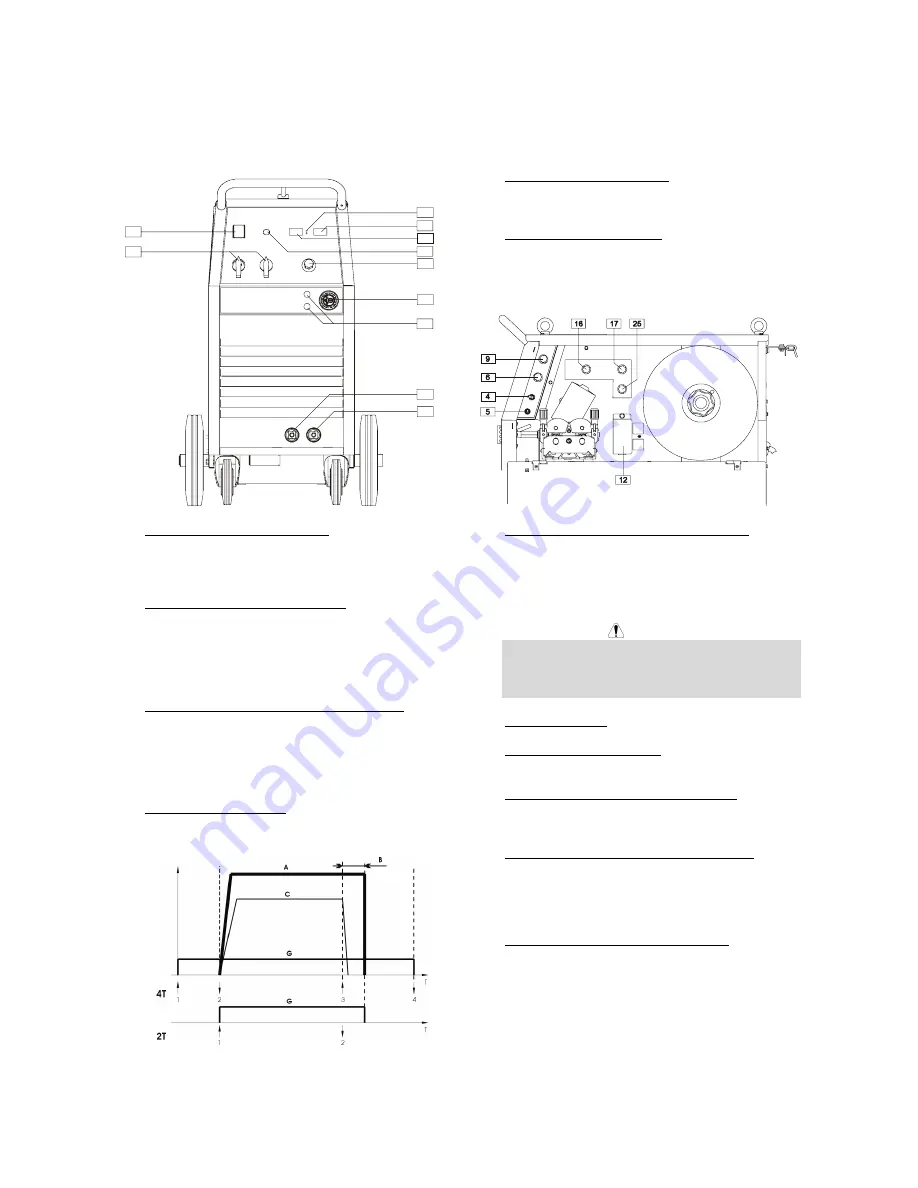
4. Brenner-Modus-Schalter: Hiermit kann man den 2-
oder 4-Takt –Betrieb wählen. Die Arbeitsweise des
2-/4-Takt-Modus sehen Sie in der Abbildung unten:
↑
Brenner-Taster gedrückt
↓
Brenner-Taster nicht gedrückt
A. Schweiß-Strom.
B. Rückbrandzeit.
C. WFS.
G. Gas.
5. Einfädeln / Gastest–Schalter: Dieser Schalter
erlaubt Drahtvorschub und Gastest ohne
Schweißspannung.
6. Einschleichgeschwindigkeit: Ermöglicht die
Einstellung der Drahtvorschub-Geschwindigkeit vor
Beginn des Schweißvorganges im Bereich von 0.1
bis 1.0 des Wertes, der durch den WFS
(Drahtvorschub)-Knopf [7] eingestellt ist.
7. Einstellknopf für den Drahtvorschub (WFS):
Ermöglicht die stufenlose Regelung des
Drahtvorschubes im Bereich von 1.0 bis 20m/min im
Handbetrieb oder eine Korrektur um +/-25% des
Vorschubes im synergetischen Betrieb der
Maschine.
WARNUNG
Vor dem Zünden des Lichtbogens und während des
Kaltdrahteinfädelns wirkt sich die eingestellte
Einschleichgeschwindigkeit [6] ebenfalls auf die
Drahtvorschubgeschwindigkeit aus.
8. EURO-Anschluss: Zum Anschluss des Brenners.
9. Rückbrenn-Zeit-Einstellung: Regelt die Drahtlänge
nach Beendigung der Schweißzeit von 8 bis 250ms.
10. Ausgangsanschluß mit hoher Induktivität: (Grobe
Drosselstufe) Für den Anschluß des Schweiß-
kabels.
11. Ausgangsanschluß mit niedriger Induktivität: (Feine
Drosselstufe) Für den Anschluß des Schweiß-
kabels. Die Drossel hat die Aufgabe, die Strom-
stärken-Spitzen im Schweißstromkreis zu glätten
(Spritzerbildung vermindern).
12. Klemmleiste zur Änderung der Polarität: Ermöglicht
die Änderung der Polarität (+/-) am Brenner
(Einstellung bei Auslieferung: "+").
Vorgehensweise bei Änderung der Schweiß-
spannung:
•
Schalten Sie die Maschine aus und trennen Sie
diese vom Netz.
•
Entfernen Sie die Abdeckung der Klemmleiste.
•
Neuanschluß entsprechend der nachfolgenden
Zeichnung.
Содержание POWERTEC 305C PRO
Страница 145: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 6 Electrical Schematic POWERTEC 305C PRO ...
Страница 146: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 7 POWERTEC 355C PRO 425C PRO 425C PRO WATER ...
Страница 147: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 8 WEEE ...







































































