























English
English
6
Inserting Electrode Wire into Welding
Torch
Connect the proper welding torch to the Euro socket, the
rated parameters of the torch and of the welding source
shall match.
Switch on the power supply (the main switch [1] in “I”
position).
Remove the gas diffuser and contact tip from the
welding torch.
Set the wire feeding speed in the position of about
10m/min by the WFS knob [7].
Switch the Cold Inch / Gas Purge switch [5] in the
position “Cold Inch” and keep in this position until the
electrode wire leaves the contact tip of the welding torch.
WARNING
Take precaution to keep eyes and hands away from the
end of the torch while feeding wire.
WARNING
Once the wire has finished feeding through the welding
gun turn the machine “OFF“ before replacing to contact
tip and gas diffuser.
Gas Supplying
Connect the gas hose to the gas supplying socket [18]
located on the rear panel of the machine.
Put the gas cylinder on the machine shelf secure it with
the chain.
Take off the safety cap from the shielding gas cylinder
and install the flow regulator on it.
Connect the gas hose of the machine to the regulator
with the clamp band.
Welding with MIG / MAG method in
Manual mode
To begin welding process with MIG/MAG method in
manual mode you should:
•
Insert the plug of input supply cable into the main
socket.
•
Switch ON the machine with the “Power Switch” [1]
(it should light on).
•
Insert the electrode wire into the torch using ”Cold
Inch“ switch [5].
•
Check gas flow with ”Gas Purge” switch [5].
•
Set knob [17] in Manual position (verify that the
indicator [15] has lit the
Manual
mode).
•
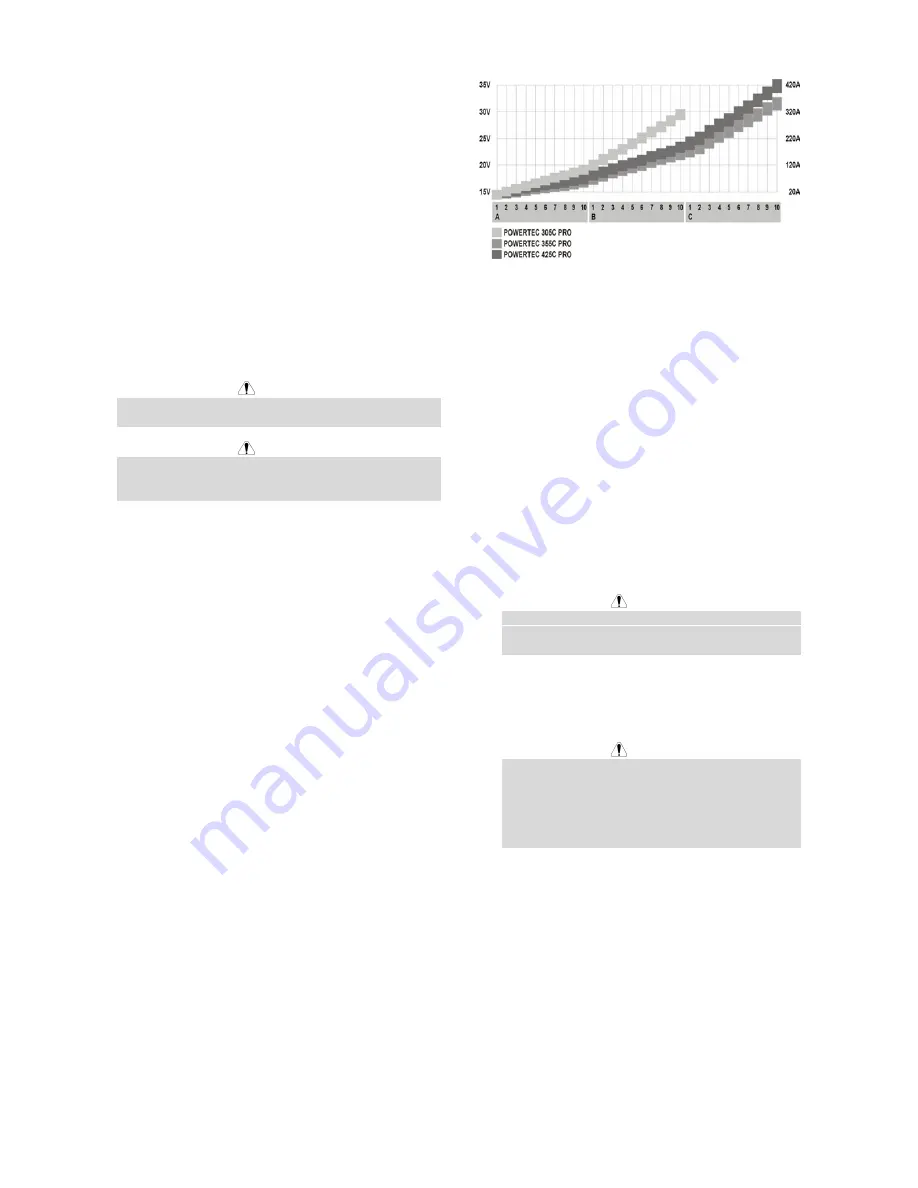
According to selected welding mode and material
thickness set the proper welding voltage with
switches [3] and the wire feeding speed with WFS
knob [7]. The chart below can be useful for welding
setting selection:
•
Obeying the appropriate rules, you can begin to
weld.
Welding with MIG / MAG method in
Synergic (automatic) mode
To begin welding process with MIG/MAG method in
synergic mode you should:
•
Insert the plug of input supply cable into the main
socket.
•
Switch ON the machine with the “Power Switch” [1]
(it should light on).
•
Insert the electrode wire into the torch using ”Cold
Inch“ switch [5].
•
Check gas flow with ”Gas Purge” switch [5].
•
Set the knob of the choice wire diameter selection
[16] in the position corresponding to the diameter of
the used wire.
•
Set the knob of the choice welded material and gas
mixture [17] in the position corresponding to the
used material.
WARNING
If the selected welding process does not have
synergic mode, three horizontal dashes will appear
on the display “A”.
•
According to the selected welding mode and
material thickness, set the proper welding voltage
through the "Welding Voltage Changing Switches"
[3].
WARNING
For synergic welding mode the machine
automatically select the proper wire feeding speed
for each position of the "Welding Voltage Changing
Switches" [3]. The automatic speed value can be
adjusted in the range of the
±
25% by the WFS
Control Knob [7].
•
Obeying the appropriate rules, you can begin to
weld.
Changing Driving Rolls
The machine is equipped with drive rolls for the wire of
1.0 and 1.2mm (factory default). For others wire sizes,
is available the proper drive rolls kit (see chapter
Accessories for ordering the desired kit). Below is the
drive rolls replacement procedure:
•
Switch off the machine.
•
Release the pressure roll lever [32].
•
Unscrew the fastening cap [33].
•
Open the protection cover [34].
•
Change the drive rolls [35] with the compatible ones
corresponding to the used wire.
Содержание POWERTEC 305C PRO
Страница 145: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 6 Electrical Schematic POWERTEC 305C PRO ...
Страница 146: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 7 POWERTEC 355C PRO 425C PRO 425C PRO WATER ...
Страница 147: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 8 WEEE ...







































































