





























Polski
Polski
3
Zaciski wyj
ś
ciowe
Patrz pozycje [8], [10] i [11] na poni
ż
szych rysunkach.
Elementy regulacyjne i w
ł
a
ś
ciwo
ś
ci
14
7
3
1
2
15
8
10
24
11
13
1. W
łą
cznik i Wska
ź
nik Zasilania Sieciowego: Po
przy
łą
czeniu zasilania i ustawieniu wy
łą
cznika
sieciowego w po
ł
o
ż
eniu za
łą
czony, wy
łą
cznik ten
pod
ś
wietla si
ę
i urz
ą
dzenie jest gotowe do pracy.
2. Wska
ź
nik Zabezpieczenia Termicznego: Lampka ta
za
ś
wieca si
ę
, kiedy urz
ą
dzenie jest przegrzane,
wyj
ś
cie zostaje od
łą
czone. Pozostaw urz
ą
dzenie
za
łą
czone do sieci i pozwól na ostudzenie
wewn
ę
trznych cz
ęś
ci. Kiedy lampka zga
ś
nie
mo
ż
liwa jest normalna praca.
3. Prze
łą
czniki Zmiany Napi
ę
cia Spawania:
POWERTEC 305C ma dwa prze
łą
czniki 2 i 10
pozycyjny, a POWERTEC 355C i 425C ma 2
prze
łą
czniki 3 i 10 pozycyjny.
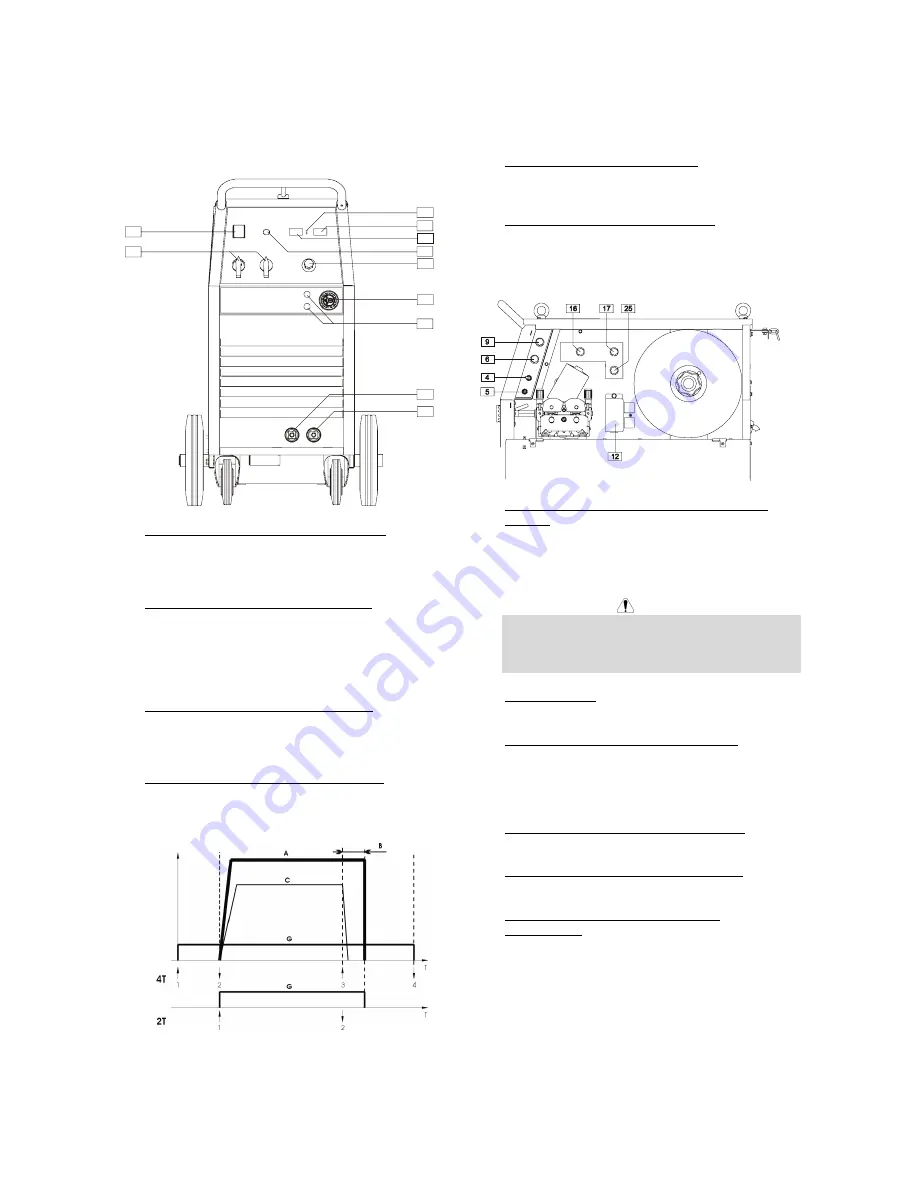
4. Prze
łą
cznik Wyboru Trybu Pracy Uchwytu:
Umo
ż
liwia wybór trybu pracy 2-takt lub 4-takt.
Funkcjonalno
ść
trybu 2T/4T przedstawia rysunek
poni
ż
ej.
↑
Przycisk wci
ś
ni
ę
ty
↓
Przycisk zwolniony
A. Pr
ą
d Spawania.
B. Czas Upalania Drutu.
C. WFS.
G. Gaz.
5. Prze
łą
cznik Test Drutu/Test Gazu: Prze
łą
cznik
umo
ż
liwia podawanie drutu i przep
ł
yw gazu bez
za
łą
czenia napi
ę
cia na wyj
ś
ciu urz
ą
dzenia.
6. Pokr
ę
t
ł
o Regulacji Pr
ę
dko
ś
ci Doj
ś
cia: Umo
ż
liwia
zmian
ę
pr
ę
dko
ś
ci podawania drutu spawalniczego
przed rozpocz
ę
ciem spawania w zakresie od 0.1 do
1.0 warto
ś
ci nastawionej pokr
ę
t
ł
em regulacji WFS
[7].
7. Pokr
ę
t
ł
o Regulacji WFS (Pr
ę
dko
ś
ci Podawania
Drutu): Umo
ż
liwia p
ł
ynn
ą
regulacj
ę
pr
ę
dko
ś
ci w
zakresie od 1.0 do 20m/min w trybie pracy r
ę
cznej
urz
ą
dzenia lub korekt
ę
±25% pr
ę
dko
ś
ci dobieranej
automatycznie przez urz
ą
dzenie w trybie pracy
synergicznej.
UWAGA
Przed rozpocz
ę
ciem spawania oraz w trakcie
u
ż
ywania funkcji Testu Drutu na regulacj
ę
pr
ę
dko
ś
ci
podawania drutu elektrodowego ma tak
ż
e wp
ł
yw
Pokr
ę
t
ł
o Regulacji Pr
ę
dko
ś
ci Doj
ś
cia [6].
8. Gniazdo EURO: Do pod
łą
czenia uchwytu
spawalniczego.
9. Pokr
ę
t
ł
o Regulacji Czasu Upalania Drutu:
Umo
ż
liwia uzyskanie
żą
danej d
ł
ugo
ś
ci drutu
elektrodowego wystaj
ą
cego z ko
ń
cówki uchwytu po
zako
ń
czeniu spawania: zakres regulacji od 8 do
250ms.
10. Gniazdo Wyj
ś
ciowe o Du
ż
ej Indukcyjno
ś
ci: Do
pod
łą
czenia przewodu powrotnego.
11. Gniazdo Wyj
ś
ciowe o Ma
ł
ej Indukcyjno
ś
ci: Do
pod
łą
czenia przewodu powrotnego.
12. Listwa Zmiany Biegunowo
ś
ci Napi
ę
cia
Wyj
ś
ciowego: Umo
ż
liwia wybór biegunowo
ś
ci
napi
ę
cia spawania (+/-), jakie b
ę
dzie podawane na
uchwyt spawalniczy (ustawienie fabrycznie: „+” na
uchwycie spawalniczym).
Je
ś
li konieczna jest zmiana biegunowo
ś
ci napi
ę
cia
spawania nale
ż
y:
•
Urz
ą
dzenie bezwzgl
ę
dnie wy
łą
czy
ć
i od
łą
czy
ć
od sieci zasilaj
ą
cej.
•
Zdj
ąć
os
ł
on
ę
listwy.
•
Zwieracze na listwie za
ł
o
ż
y
ć
zgodnie z
rysunkiem poni
ż
ej.
Содержание POWERTEC 305C PRO
Страница 145: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 6 Electrical Schematic POWERTEC 305C PRO ...
Страница 146: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 7 POWERTEC 355C PRO 425C PRO 425C PRO WATER ...
Страница 147: ...Spare Parts Electrical Schematic Spare Parts Electrical Schematic 8 WEEE ...







































































