






















FOUR TIMES FUNCTIONALITY FOR TIG WELDING
7 EN
EN
WAVE-SHAPED BALANCE
Picture 2.
8.
DC Frequency Pressed.
By pressing function keys 31 e 32 the luminous indicator is posi-
tion at 26 - Picture 1 Page 4.) ; then by activating the knob 30, the
frequency for the DC TIG pressed is set up.
The frequency can be regulated between the following ranges:
a) Between 0,3 Hz and 1Hz with a 0,1 Hz step.
b) Between 1 Hz and 250Hz with a 1 Hz step.
9.
Descent Slope.
By pressing function keys 31 e 32 the luminous indicator is posi-
tion at 27 - Picture 1 Page 4.) ; then by activating the knob 30, the
time is set up in seconds either to reach the final current welding
in the Four Times mode, or to cancel the nominal current welding
in the Two Times mode.
The value range is between 0 and 10 seconds.
10. Final Current.
By pressing function keys 31 e 32 the luminous indicator is posi-
tion at 28 - Picture 1 Page 4.) ; then by activating the knob 30, the
value for the final current on the TIG Four Times mode is set up.
The value range is between I Min and the nominal current welding.
11. Post gas.
By pressing function keys 31 e 32 32 the luminous indicator is po-
sition at 29 - Picture 1 Page 4.) then by activating the knob 30, the
time length for the final gas flux is set up in seconds. The value
range is between 0,2 and 20 seconds.
6.0
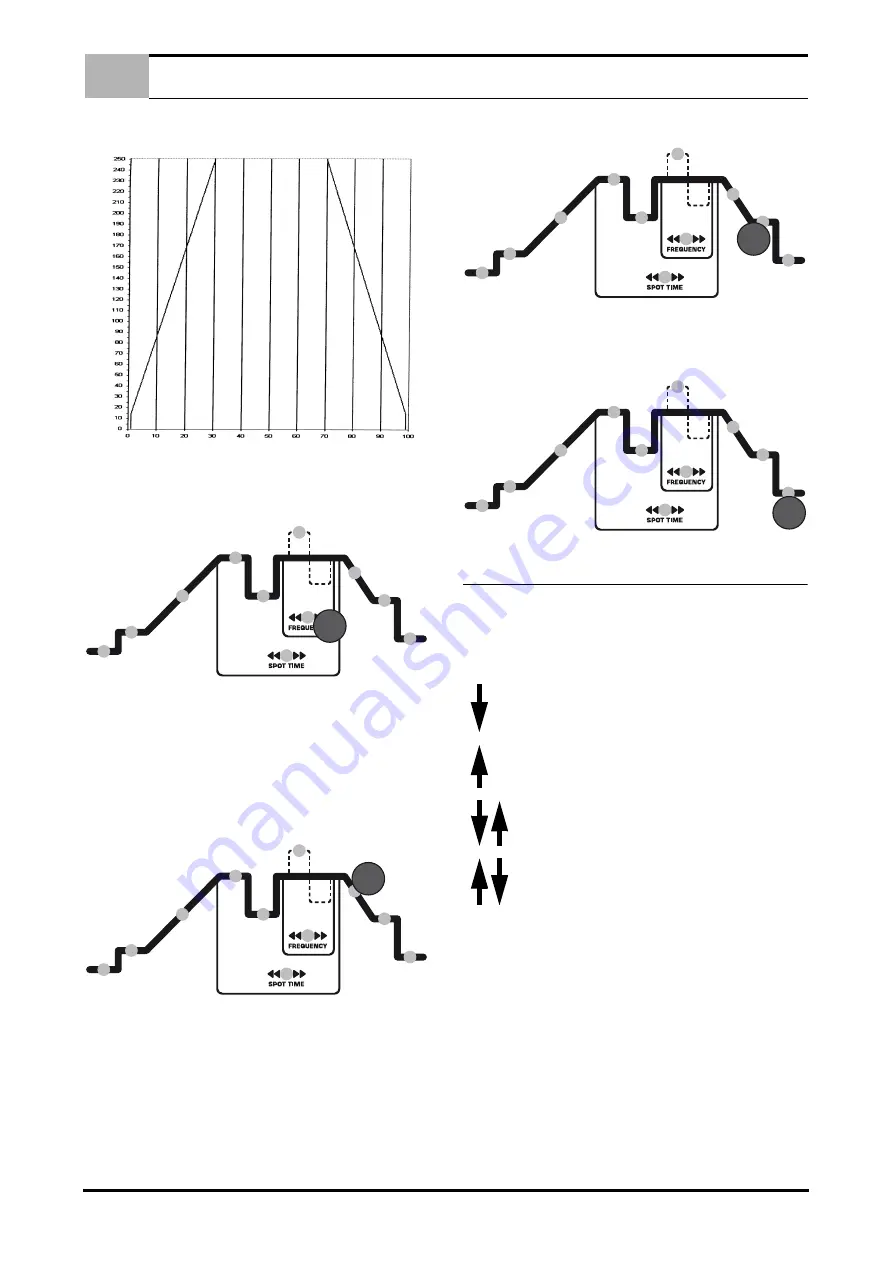
FOUR TIMES FUNCTIONALITY FOR TIG
WELDING
The generator allows a management of the Four Times Intelligent
mode. In fact, it is possible to modify the automatic sequence de-
pending on how the torch button is used (See picture)
The current's descent slope is also possible from the reduced cur-
rent.
Pressure without the torch button release.
Torch button release.
Pressure and immediate release of the torch button.
Release and immediate pressure of the torch button.
FRE
Q
UE
NCY
WAVE-SHAPED BALANCE
26
27
28
29







































































