19
FAULT
PROBABLE CAUSE
REMEDY
CHIPPED DISK
Hardness, shape or flaws in the material
(oxides, inclusions, lack of homogeneity,
etc…)
Wrong cutting speed.
Wrong tooth pitch.
Vibrations
Disk incorrectly sharpened.
Low quality disk.
Incorrect emulsion of the lubricating
Refrigerant.
Reduce the cutting pressure and/or the
advance.
Change disk speed and/or diameter. See
Chapter ”Material classification and
choice of disks” and the Table of cutting
speeds according to disk diameter.
Choose a suitable disk.
See Chapter “Material classification and
choice of disks”.
Check gripping of the part.
Replace the disk with one that is more
suitable and correctly sharpened.
Use a better quality disk.
Check the percentage of water and oil in
the emulsion.
DISK VIBRATION
Wrong tooth pitch.
Unsuitable tooth profile.
Ineffective gripping of the part in the vise.
Dimensions of the solid section too large
with respect to the maximum admissible
cutting dimensions.
Disk diameter incorrect and/or too large.
Choose a suitable disk.
See Chapter “Material classification and
choice of disks”.
Choose a suitable disk.
See Chapter “Material classification and
choice of disks” in the paragraph on Type
of disks.
Check the gripping of the part.
Abide by the instructions.
Decrease the disk diameter, adapting it
to the dimensions of the part to be cut,
the cutting part of the disk must not be
too large for the shape of the part to be
cut.
RIDGES ON THE
CUTTING SURFACE
Disk diameter incorrect and/ or too large.
Ineffective gripping of the part in the vise.
Too fast advance.
Disk teeth are worn.
Insufficient lubricating refrigerant.
Toothing does not unload shavings well.
Decrease the disk diameter, adapting it
to the dimensions of the part to be cut,
the cutting part of the disk must not be
too large for the shape of the part to be
cut. Check the gripping of the part.
Decrease advance, exerting less cutting
pressure.
Sharpen the tool.
Check the level of the liquid in the tank.
Increase the flow of lubricating
refrigerant, checking that the hole and
the liquid outlet pipe are not blocked.
Choose a blade with a larger tooth pitch
that allows better unloading of shavings
and that holds more lubricating
refrigerant.
Содержание S829
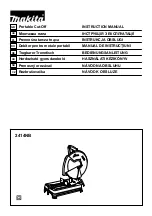
Страница 1: ...CS 350V COLD SAW INSTRUCTION PARTS MANUAL 13 3 12 S829 S830...
Страница 13: ...12...
Страница 14: ...13...
Страница 22: ...21 1 12 2 W WI IR RI IN NG G D DI IA AR RA AM M A AN ND D P PA AR RT TS S L LI IS ST T 12 1 WIRING DIARAM...
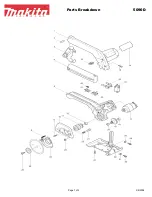
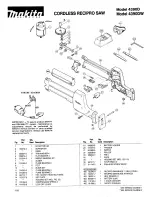
Страница 24: ...23 12 3 Explosion draw...
Страница 27: ...26 12 6 Explosion draw...