

















68
0,6 mm
0,8 mm
PRZEWÓD SPAWANIA GAZOWEGO
PRZEW
Ó
D SPAWANIA GAZOWEGO
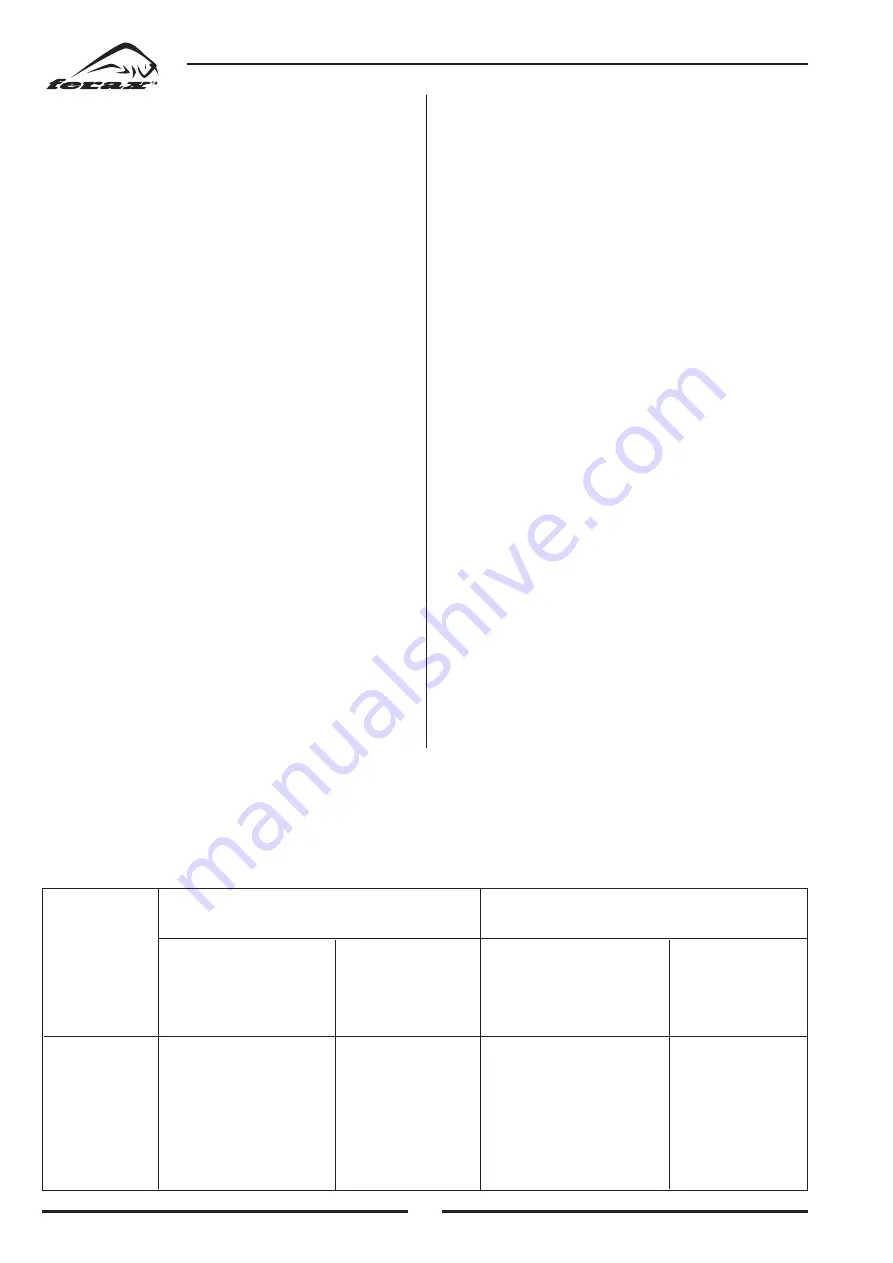
REGULOWANIE REGULOWANIE
SZYBKOŚCI SZYBKOŚCI
STAN
ZASILANIA
STAN
ZASILANIA
SPAWALNICZY
PRZEWODU SPAWALNICZY
PRZEWODU
A
B
C
D
A
B
C
D
0,6
1
2
Min.
Niskie
(prof. metin.)Niskie
0,6 - 0,8
1
2
Maks.
Niskie
1
2
Maks.
Niskie
0,8 - 1,0
A
2
Min.
Średnie
A
2
Min.
Niskie
1,0 - 1,2
A
2
Maks
Średnie
A
2
Maks
Średnie
1,2 - 2,0
A
3
Min.
Średnie
A
3
Min.
Średnie
2,0 - 3,0
A
3
Maks
Wysokie
A
3
Maks
Średnie
GRUBOŚĆ
SPAWANEGO
PRZEDMIOTU
(mm)
10.0 SPAWANIE BEZ GAZU
”W bezgazowym spawaniu” koniec przewodu zostaje
podłączony z ujemnym biegunem a kabel uziemienia z
dodatnim biegunem. W spawaniu gazowym gaz jest
wykorzystywany w celu zagwarantowania ochrony
spoiny od oksydowania się i porowatości. W bezga-
zowym spawaniu to ochronę zabezpiecza szczególny
przewód, zwany „drążony przewód potoku”, ta metoda
upraszcza stosowanie urządzenia, w porównaniu z
urządzeniami ze standardowym przewodem, na którym
przepływ gazu należy regulować oddzielnie.
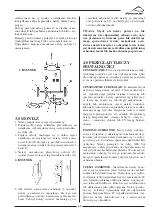
11.0 PRZYGOTOWANIE SIĘ
SPAWANIA
1. Należy podłączyć urządzenia spawalniczego do
sieci 230V 50/60Hz;
2. WAŻNE: Należy przekonać się, czy prawidłowo
została podłączona biegunowość kabla palnika
oraz uziemienia (5. RYSUNEK). W wypadku
spawania BEZGAZOWEGO kabel uziemienia
powinien być podłączony do dodatniego zacisku
(+), natomiast palnik – połączony z ujemnym
zaciskiem (–) (5. RYSUNEK).
3. Kabel uziemienia należy podłączyć do spawanego
przedmiotu oraz przekonać się, że jest zagwaran-
towane prawidłowe połączenie;
4. Należy przekonać się, że walec przewodu zasilania
jest ustawiony prawidłowo (wpust odpowiada śred-
nicy przewodu). Należy pamiętać, że każdy walec
na dwa wpusty – jeden markowany na 0,9 mm oraz
drugi na 0,7 mm.
12.0 ZALETY SPAWANIA
BEZGAZOWEGO
1. Cylindri gazowe nie są niezbędne.
2. Spawanie na zewnątrz pomieszczeń jest łatwiejsze,
poniewań nie istnieje możliwości, aby wiatr mógł
zdmuchnąć gaz.
3. Długość spawanies jest prawie o 50% krótsza, w
porównaniu ze zwykłym spawaniem elektro-
dowym.
4. Bardzo krótki jest czas szkolenia operatora.
5. Minimalna ilość odpadów przy spawanym materia-
le.
6. Najważniejszym jest to, że ten proces pozwala na
dokonanie spawania znacznie szybciej i efektowni-
ej.
7. Mniej ciepła, mniej deformacji.
8. Istnieje możliwość spawania cienkich materiałów.
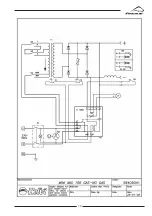
13.0 PROCEDURA SPAWANIA
1. Źródło energii spawanies którym dysponujecie
Państwo, ma sześciu pozycji regulowania przepły-
wu w różnych warunkach.
2. Wybór stanu spawani w czasie ustala się grubością
spawanego materiału.
3. Strumieniem gazowym ustalana jest grubość
spawanego materiału.
4. W celu regulowania źródła energii należy wykor-
zystywać tabele podane na następujących stronach.
13.1. WSKAZANIA DO WZORÓW Z CZTEREMA REGULOWANYMI POZYCJAMI
STAL







































































