



























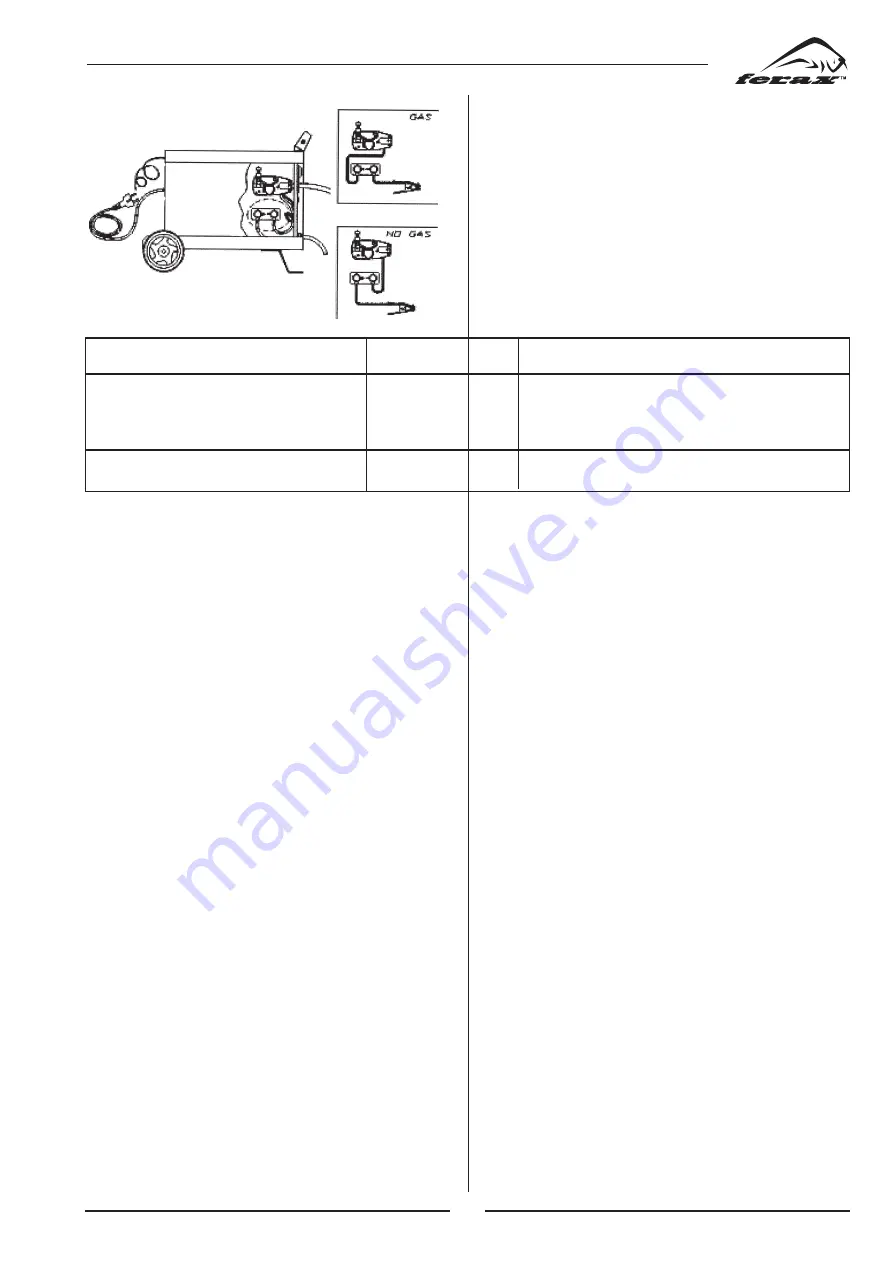
METINĀMAIS MATERIĀLS
GĀZES CILINDRS
VADS
Mīksts tērauds
CO
2
Ar varu pārklāta tērauda vada spole,
cilindri vai CO
2
bezgāzes metināšanas gadījumā plūsmas
cilindri
dobtā vada spole
Nerūsējošais tērauds
cilindri
Nerūsējošā tērauda vada spole
51
č. zīmējums
9.0 GĀZES CILINDRA UN
REGULATORA PIEVIENOŠANA
Pieslēdziet FERAX regulatoru gāzes caurulei un plast-
masas šļūteni regulatoram (regulators un gāzes caurule
piegādē nav iekļauti). Lai izvēlētos pareizo regulatoru
un gāzes cauruli, sazinieties ar rezerves daļu pārdevēju
10.0 METINĀŠANA BEZ GĀZES
"Bezgāzes metināšanā" vada gals tiek savienots ar
negatīvo polu un zemējuma kabelis ar pozitīvo polu.
Gāzes metināšanā gāze tiek izmantota, lai nodrošinātu
metinājuma šuves aizsardzību pret oksidāciju un
porainību. BEZGĀZES metināšanā šo aizsardzību sni-
edz īpašs vads, ko sauc par "plūsmas dobto vadu", šī
metode vienkāršo iekārtas lietošanu, salīdzinājumā ar
iekārtām ar standarta vadu, uz kura gāzes plūsma ir
atsevišķi jāregulē.
11.0 SAGATAVOŠANĀS
METINĀŠANAI
1. Pievienojiet metināšanas iekārtu 230V 50/60Hz
tīklam;
2. SVARĪGI: Pārliecinieties, vai ir pareizi uzstādīta
degļa un zemējuma kabeļa polaritāte (5.
ZĪMĒJUMS). BEZGĀZES metināšanas gadījumā
zemējuma kabelim ir jābūt savienotam ar pozitīvo
spaili (+), turpretim deglim ir jābūt savienotam ar
negatīvo spaili (-) (5. ZĪMĒJUMS).
3. Pievienojiet zemējuma kabeli metināmajam priekš-
metam un pārliecinieties, ka ir nodrošināts pareizs
savienojums;
4. Pārliecinieties, ka vada barošanas rullis ir pareizi
novietots (grope atbilst vada diametram).
Atcerieties, ka katram rullim ir divas gropes - viena
marķēta ar 0,9 mm un otra ar 0,7 mm.
12.0 BEZGĀZES METINĀŠANAS
PRIEKŠROCĪBAS
1. Nav nepieciešami gāzes cilindri.
2. Metināšana ārpus telpām ir vieglāka, jo nepastāv
iespēja, ka vējš varētu aizpūst gāzi.
3. Metināšanas ilgums ir par apmēram par 50% īsāks,
salīdzinot ar parasto elektrodu metināšanu.
4. Ļoti neilgs operatora apmācības laiks.
5. Minimāls metināmā materiāla atkritumu daudzums.
6. Vissvarīgākais ir tas, ka šis process ļauj veikt
metināšanu daudz ātrāk un efektīvāk.
7. Mazāks karstums, mazāka deformācija.
8. Iespējams metināt plānus materiālus.
13.0 METINĀŠANAS
PROCEDŪRA
1. Jūsu metināšanas enerģijas avotam ir seši stāvokļi
plūsmas regulēšanai dažādos apstākļos.
2. Metināšanas stāvokļa izvēli laikā nosaka metināmā
materiāla biezums.
3. Arī gāzes plūsmu nosaka metināmā materiāla bie-
zums.
4. Enerģijas avota regulēšanai izmantojiet turpmākajās
lappusēs sniegtās tabulas
.







































































