



















tworzą układ hamulecowy szybkości rozruchu
przewodu cewki. UWAGA: Nakrętkę nie należy
zaciągać zbyt mocno, ponieważ ciśnienie stwarza
napięcie przewodu zasilanoa silnika, natomiast
zbyt niskie ciśnienie pod koniec spawania nie
zezwala natychmiastowego zatrzymania się cewki
przewodu.
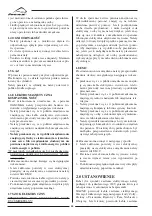
3. Należy zwolnić oraz opuścić detal plastykową (L),
zwolnić górną zasilającą cewkę (N) oraz zdjąć
przewód z wstawki końca przewodu.
4. Kiedy przewód jest odłączony, należy trzymać go
szczypcami płaskimi w ten sposób, aby nie odwinął
się z cewki oraz jeżeli jest to niezbędnym, przewód
należy wyprostować przed jego wprowadzeniem
do przewidzianego wejścia (O). Przewód należy
wprowadzić do dolnej cewki (M) oraz wstawki
końca przewodu.
UPRZEDZENIE: Koniec przewodu należy trzymać
prosto. W wypadku ustanowienia nowego przewo-
du do uchwytu, należy przekonać się, że przewód
został odcięty czysto (bez obrzeży i ostrości) oraz co
najmniej o długości 5 cm od końca jest on prosty
(bez zgięć). Jeżeli te warunki nie zostają dotrzyma-
ne, istnieje możliwość, że przewód może uszkodzić
wstawkę.
5. Należy opuścić górną cewkę (N) i detal (L) oraz
lekko zamocować (jeżeli jest zbyt wysokie ciśnie-
nie, przewód zostaje zatamowany i może nastąpić
uszkodzenie silnika, jeżeli ciśnienie jest zbyt nis-
kie, cewki nie zagwarantują zasilanie przewodu).
UWAGA: Walec (M) ma dwa różne wpusty.
Urządzenie jest wyregulowany odpowiednio do
średnic przewodów dostarczanych łącznie z urząd-
zeniem. W celu wykonania bezgazowego spawania
walec należy odwrócić, aby w ten sposób możny
byłoby wykorzystywać prawidłowy wpust,
odpowiedni do średnicy przewodu wydrążonej
potokiem.
6. Kabel zasilania elektrycznego należy dołączyć do
sieci 230V 50Hz oraz włączyć przełącznik.
Przewód, który jest zasilany silnikiem zasilania
przewodu, o zmiennej prędkości powinien prześliz-
giwać przez wstawkę; jeżeli on wyślizguje z rowku
(szyjki) końca przewodu, należy zwolnić przełącz-
nik końca przewodu, wyłączyć urządzenie oraz
zamontować kontaktową końcówkę oraz dyszę.
6.0 SPAWANIE OGM
Przy spawaniu OGM (obojętne gazy metalowe) stale
zasilana elektroda metalowa topnieje w spoinie ze stałą
i kierowaną prędkością. Przewód zostaje podłączony
do stałego bieguna napięciowego, spawany przedmiot
zostaje podłączony do drugiego bieguna. Kiedy jest
1. Należy odśrubować nakrętkę uchwytu cewki (I)
(cylinder hamulcowy) i zdjąć sprężynę (R), jak
również zewnętrzny pierścień.
2. Z cewki (K) należy zdjąć plastykową folię ochron-
ną oraz założyć z powrotem na uchwyt cewki.
Należy na powrót założyć detal zamku uchwytu
cewki (I) (sprężyna i i podkładka wspólnie tworzą
hamulec szybkości przewodu cewki). Detale te
OGRANICZENIA UŻYTKOWANIA:
Jeżeli tarcze
są wykorzystywane w celach ochronnych, zabezpiec-
zają one ochronę tylko odpowiednią część czoła, bocz-
nej części twarzy oraz szyi.
5.0 USTANOWIENIE
PRZEWODU URZĄDZENIA
SPAWALNICZEGO
Źródło energii jest wyposażone w cewkę przewodu
spawania. Aby ten przewód ustanowić w układzie zasi-
lania, należy kierować się wskazaniami podanymi w
dalszej części tekstu oraz wskazaniach widocznych na
3. rysunku.
66
3. RYSUNEK







































































