





























-- 20 --
bu12d04a
The next line in the main menu is AUXILIARY FUNCTIONS (OPTIONS). You can
read more about these functions in the section ”AUXILIARY FUNCTIONS” under
section
9.
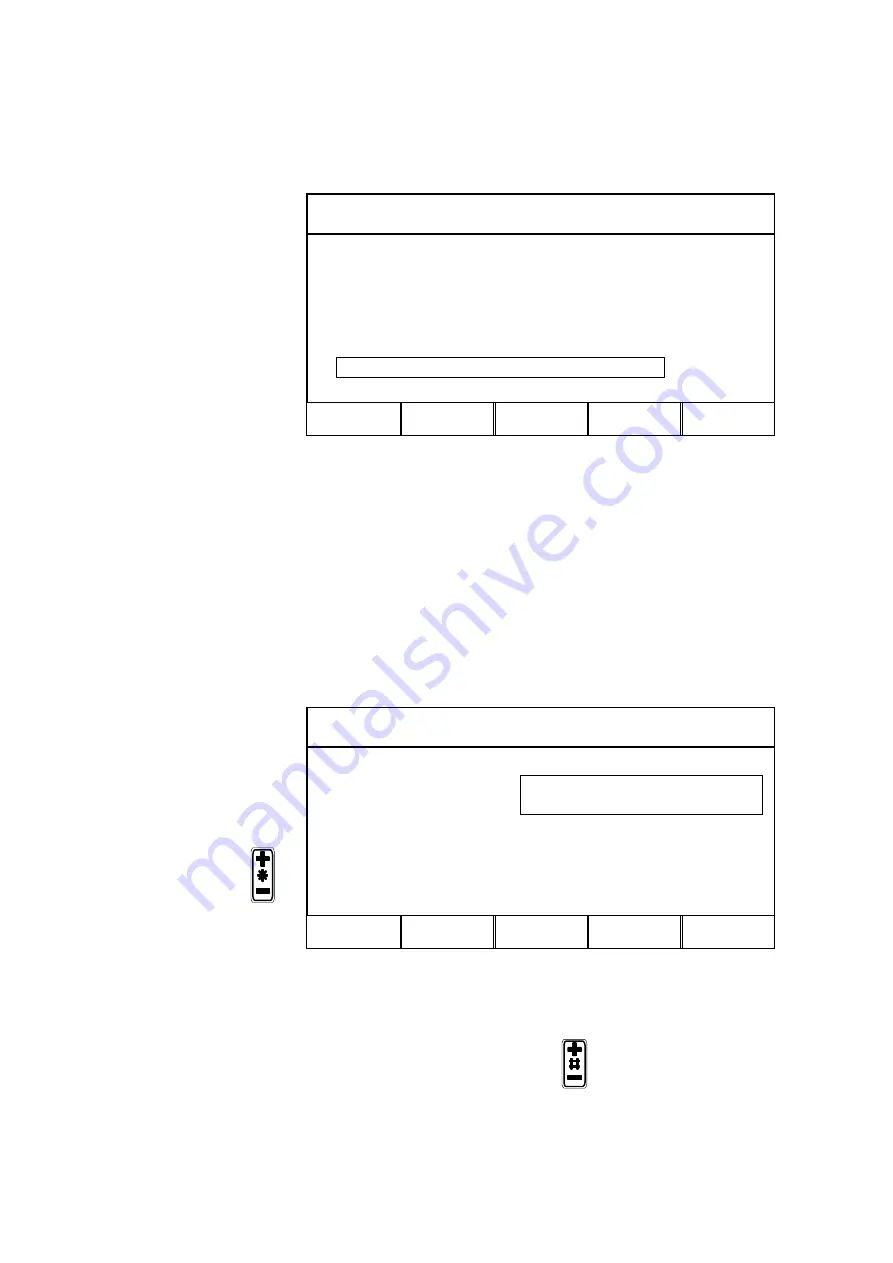
ESAB LUD 450
PROCESS:
MIG
METHOD:
DIP/SPRAY
WIRE TYPE:
Metal cored Fe
SHIELDING GAS:
Ar+8%CO2
WIRE DIAMETER :
0.040” (1.0mm)
AUXILIARY FUNCTIONS
"
SET
MEASURE
MEMORY
FAST
MODE
ENTER
2.8.2
Weld Data Settings
From the settings menu, you can set values for various welding parameters, such as
voltage and wire feed speed. By activating the synergic function, many of these
settings will be handled by a microprocessor.
We begin by pressing the MENU button to display the main menu. Press the SET
button to view the settings menu. We’ll now make the following settings:
S
WIRE FEED SPEED = 393 in/min (10.0 m/min).
Wire Feed Speed
WELD PARAMETERS
Position the cursor
on the line
WIRE SPEED.
Set it to 393 in/min
(10.0 m/min) using:
VOLTAGE:
# 29.0 (+0.0) V
WIRE SPEED:
*
393 in/min (10.0 m/min)
INDUCTANCE:
80 %
SYNERGIC MODE
ON
START DATA . . .
STOP DATA . . . .
CRATR
FILL
HOT
START
4--
STROKE
QUIT
In the settings menu you can now also see the values that the microprocessor has
chosen for voltage and inductance.
The
voltage
parameter may also be adjusted if required.