FR
- 32 -
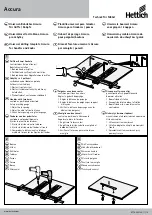
6.3 Réglage de la profondeur de fraisage
(
fi
g. 14-18)
•
Mettez la machine sur la pièce à usiner.
•
Desserrez la vis à oreille (16) et la poignée de
serrage (9).
•
Déplacez lentement la machine vers le bas
jusqu’à ce que la fraise touche la pièce à usi-
ner.
•
Serrez à fond la poignée de serrage (9).
•
Mettre le réglage de précision (15) sur 0 con-
formément à la figure 15.
•
Réglez la butée en fin de course de revolver
(14) de manière que la butée de profondeur
(19) se trouve au-dessus de la butée en fin de
course réglée sur le plus bas niveau (25).
•
Abaissez la butée de profondeur (19) jusqu’à
ce qu’elle effleure la butée de fin de course
(25). Ensuite, serrez à fond la vis à oreilles
(16).
•
Réglez le pointeur (17) sur le point zéro de la
graduation (18).
•
Desserrez la vis à oreille (16). Poussez la
butée de profondeur (19) vers le haut, jusqu’à
ce que le pointeur (17) indique la profondeur
de fraisage désirée sur la graduation (18).
Resserrez les vis à oreille.
•
Essayez le réglage en effectuant un fraisage
d’essai sur un rebut.
•
A présent, on peut réaliser un réglage de pré-
cision de la profondeur de fraisage. Pour ce
faire, tourner le réglage de précision (15) sur
la cote désirée.
Tourner le réglage de précision (15) dans le sens
contraire de celui des aiguilles d’une montre :
augmenter la profondeur de fraisage
Tourner le réglage de précision (15) dans le sens
des aiguilles d’une montre : réduire la profondeur
de fraisage
Faire tourner le réglage de précision (15) d’un
trait de graduation correspond à modi
fi
er la pro-
fondeur de fraisage de 0,1 mm, un tour complet
correspond à 1 mm.
6.4 Fraises
•
Assurez-vous qu’aucun objet n’est collé à la
pièce à usiner afin d’éviter des dommages de
la fraise.
•
Connectez la fiche de contact à une prise ap-
propriée.
•
Tenez l’appareil par ses deux poignées (7).
•
Placez la défonceuse sur la pièce à usiner.
•
Réglez la profondeur de perçage conformé-
ment au repère 6.3.
•
Sélectionnez la vitesse de rotation conformé-
ment au repère 6.2 et mettez l’appareil sous
tension. (voir repère 6.1)
•
Testez les réglages de l’appareil en vous ser-
vant d’un rebut.
•
Laissez l’appareil atteindre sa vitesse pleine.
Ce n’est qu’après que vous pouvez abaisser
la fraise jusqu’à sa hauteur de travail et blo-
quer l’appareil à l’aide de la poignée de serra-
ge (9).
Sens de fraisage :
La fraise tourne dans le sens
des aiguilles d’une montre. Il faut toujours que le
fraisage se fasse dans le sens contraire de celui
de la rotation a
fi
n d’éviter des accidents (
fi
gure
19).
Avance :
Il est très important de traiter la pièce
à usiner avec une avance correcte. Nous vous
conseillons de réaliser -avant le traitement de la
pièce à usiner prévue- quelques fraisages tests
sur une pièce de rebut du même genre. Ainsi, on
peut tout simplement trouver la meilleure vitesse
de traitement.
Avance trop lente :
la fraise peut trop chau
ff
er. Si l’on travaille sur un
matériau in
fl
ammable, comme par exemple le
bois, la pièce à usiner peut s’en
fl
ammer.
Avance trop rapide :
La fraise peut être endommagée. Qualité de frai-
sage : brute et accidentée.
Laissez la fraise s’arrêter complètement
avant de retirer la pièce à usiner ou de ranger
la défonceuse.
6.5 Fraisage par niveaux
En fonction de la dureté du matériau à traiter et
de la profondeur de fraisage, il faut procéder par
étapes.
•
Ajustez les butées de fin de course conformé-
ment au repère 5.7.
•
S’il faut effectuer un fraisage en plusieurs
étapes, tournez alors le revolver de la butée
fin de course (14) après avoir réglé la profon-
deur de fraisage conformément au repère 6.3
de manière que la butée de profondeur (19)
se trouve au-dessus de la butée fin de course
la plus élevée (25)
•
Fraisez avec ce réglage. Après l’achèvement
du premier passage de fraisage, réglez le
revolver de la butée de fin de course (14) de
Anl_PRO_OF_1255_SPK7.indb 32
Anl_PRO_OF_1255_SPK7.indb 32
27.02.14 08:39
27.02.14 08:39