





























32
A) For existing programs:
F1 New, Not Used
F2 Axis, Select Axis 1 or 2
F3 <SEL, Select program
F4 Edit, Edit (second level) The “Does
Not Exist” message will go away
when an existing program is
selected.
B) For a new program:
F1 New, The Program Entry screen
appears. Enter a program number.
Push ENTER to end entry screen. If
a program with the same number
already exists, an error screen
appears. Push ENTER to leave the
error screen. Try again starting with
F1–New. When new number has
been chosen, proceed as for an old
program.
a) The program number must have
been selected from the upper
screen.
Note: The program number must have
been selected from the upper screen to
proceed.
F1 Not Used
F2 Axis, Selects the axis (but not the
program)
F3 <DEL, Deletes the program shown
on the axis shown
F4 List, Lists the program to the
RS232C port. It is suggested that
any program to be deleted first be
listed, since all or part of that
program might be a useful
reference.
Program
Push Edit–F4 on the top left screen to
get the next level screen.
F1 Quit, Return to previous screen
F2 Not Used
F3 Edit, Program Parameters
Program Parameters are to the
individual program what Axis
Parameters (CFG mode) are to all
the programs on an axis. These
should be programmed before the
segments, as these values act as
defaults for the segments.
F4 Edit, Program Segments
A program consists of one or more
segments. Remember, a program
consists of the instructions needed
to carry out one motion profile. A
motion profile is divided into
segments for programming
purposes. Program segments may
not necessarily correspond 1 to 1
with profile segments as special
purpose program segments can be
used to carry out non-motion
aspects of the profile such as
waiting for specific input logic to be
satisfied.
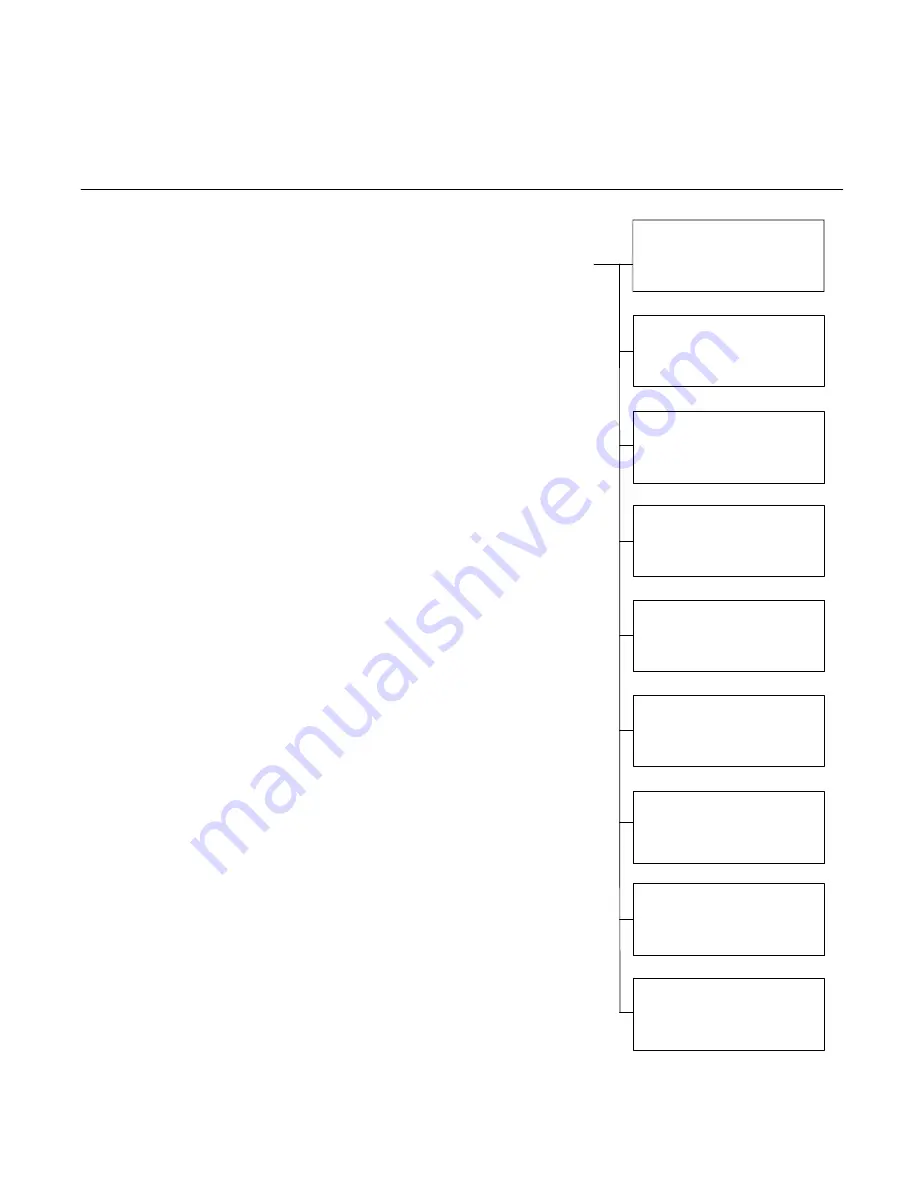
PRG – Program Parameters
See Figure 4-3. Program Parameters
are to a program what Configuration
Parameters are to an axis. These
parameters all have the Configuration
Parameter values as defaults so it may
only be necessary to enter a few values.
These program parameter values in turn
become defaults and limits for segment
parameter values.
Note: As with the Configuration
Parameters, changes after segments
are programmed WILL NOT result in
automatic changes in the segments.
When the program runs out of limit
segment values, based on the newest
configuration and program parameters, it
will result in error messages.
Screens in Figure 4-3:
Axis
F1 Quit, Return to previous screen
F2 Not Used
F3 Save, Saves axis selection to RAM
Memory
F4 <SEL, Select Axis [1 (X) or 2 (Y)]
Selection on this screen reassigns
the entire program to the axis
selected and removes it from the
previously selected axis. This is
NOT Copy, but reassignment.
PROGRAM#( ) QUIT
F1
F2
AXIS SAVE
F3
[ 1 ] <SEL
F4
PROGRAM#( )
↑
QUIT
F1
MAXIMUM
F2
POSITION (EU) SAVE
F3
[2147483647.00 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
MINIMUM
F2
POSITION (EU) SAVE
F3
[-2147483648.0 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
MAXIMUM
F2
SPEED (EU/SEC) SAVE
F3
[399999.9388 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
MAXIMUM
F2
ACCEL (EU/S^2) SAVE
F3
[199743.1951 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
MAXIMUM
F2
DECEL (EU/S^2) SAVE
F3
[199743.1951 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
MAXIMUM
F2
ERROR (EU2) SAVE
F3
[2000.0000 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
IN POS
F2
ERROR (EU2) SAVE
F3
[10.0000 ]
↓
<EDT
F4
PROGRAM#( )
↑
QUIT
F1
F2
EVENT <DEL
F3
CONDITION
↓
EDIT
F4
Figure 4-3. Program Parameters





















































