






















PREVENTATIVE MAINTENANCE
It is recommended that the following maintenance be performed at 30 day intervals
on all HC1 34 tools which are in REGULAR DAILY SERVICE.
CLEANING AND LU BRICATING THE TOOL HEAD:
Inhi bitor with grit is a highly abrasive compound which must be cleaned from the
tool head at freq uent intervals. The procedure shown in LUBRICATING THE TOOL HEAD
should be followed to prevent excessive wear on the internal parts of the tool head.
CHEC K THE SYSTEM PRESSURE:
1. Check relief valve pressure setting using a DMC HPG-1 Pressure Gauge (see
ADJU STING PUMP SYSTEM PRESSU RE).
CHEC KING PUM P OIL LEVEL:
1. Check reservoir oil level of tool by rotating the advance handle clockwise. Oil
supply is adequate if the indenters touch before the Qdvance hQndle is c o mpletely
advanced. Ad d oil if req uired (see ADDITION OF HYDRAULIC OIL).
LOSS OF HYDRAU UC OIL:
Hydraulically actuated tools will gradually lose their hydraulic oil over a period of
time. This loss is caused by the a dherence of small amounts of oil to the moving
parts exposed to the outside, such as the plungers, pistons, and rams, and from
occasional leakag e around mechanical seals. A small loss of hydraulic oil is normal
and will not affect the operation of the HC134 tool. However, if the level drops too
low air can become trapped in the hydraulic system causing the tool to develop a
"spongy" feel, preventing it from operating . Occasional hydraulic oil checks can be
performed as follows.
P REVENTATIVE MAINTENANCE PROCEDURES
LU BRICATING TH E TOOL H EAO :
1. Disassem ble the tool head (see TOOL HEAD DISASSEMBLY steps 1 through 6) and
clean parts thoroughly by washing in an environmentally approved solvent. Wipe
parts clean and apply a coating of grease (see LUBRICATION RECOMMENDATIONS)
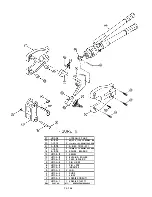
to the beari n g Qnd pin surfaces of Slide 4 {see Figure 5) and the beari n g surfaces
of each indenter (see Figu re 6).
2. Place bearing case 11 on the bearing surfaces of the indenter and apply a small
amount of grease in each roller cavity of the bearing case. Place bearing 1 6 in
each slot of case 1 1 a nd pack a small amount of grease after all the rolle r are
installed.
3. Follow steps 1 through 2 of
TOOL HEAD ASSEMBLY.
4. Wipe lubricant from indenter cri mping surfaces.
6 OF 2B
Содержание HC134
Страница 26: ...PORT ON SEE NOTE p SIDE E 1 6...