


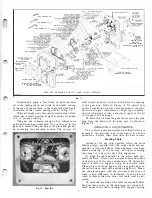



















Fig.
4 1.
View Showing Cutter Head and Feed Mechanism.
Reducing Stock ond Direction of Grain
Often the stock can be reduced to the desired thick
ness by a single cut. We suggest using scrap stock
to test the accuracy of the setting by measuring it
with an accurate scale.
It is good practice to remove an equal amount of
material from each face of the stock by taking alternate
cuts. The object of taking a cut first on one face of
the stock then from the other face is to remove an
equal amount of stock from each side of the piece. This
will help equalize shrinkage which otherwise would
be unequal because of the difference in the moisture
content of the two surfaces.
Always feed the work into the planer with the
grain. Feeding the stock against the grain may result
in chipped and splintered edges.
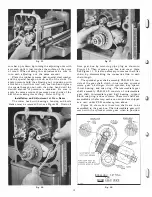
For best results, we suggest taking light cuts of
1 /32" only. If successive light cuts are necessary turn
Fig.
42.
Front View- Planing Heavy Stock.
18
Fig.
43.
Rear View - Planing Heavy Stock.
the thin stock over and plane alternate surfaces until
the desired thickness is obtained.
Planing Thin Stock
Planing thin stock on the Delta planer enables the
operator to produce a nice smooth even surface on
the material as thin as 1
/
16". Refer to Figs. 44 and 45.
Sometimes pieces thinner than 1 / 1 6" is necessary
and this too is easily accomplished on the Delta planer.
For instance, when it is necessary to reduce the thick
ness of the stock thinner than 1 / 16", we suggest the
operator use a "backing board."
When reducing the stock less than 1 / 1 6" proceed
as follows: Reduce the stock to be planed to about
3/1 6". We suggest the operator select a straight board
approximately 1" thick which is slightly wider and
longer than the thin stock. Plane the 1 " stock to reduce
it to a uniform thickness, but not less than %" to
Fig.
44.
Front View- Planing Thin Stock.
Содержание Milwaukee PM-1738
Страница 1: ...13x5 INCH DELTA MILWAUKEE 7 7 1M rJ6fiUAKJ PM 1738 ...
Страница 2: ......
Страница 27: ......
Страница 28: ......







































































