

















SAFETY
CHECK
LIST
DON’T
TAKE
UNNECESSARY
RISKS!
Failure to read and apply manual instruc ons will cause poor performance, unnecessary repairs and injury.
Wear
safety
glasses,
hearing
protec on
and
respiratory
protec on.
Disconnect
the
power
before
servicing
or
changing
knives.
Wear
footwear
that
does
not
slip.
This
will
help
you
keep
proper
foo ng
and
balance.
Always
stand
beside
the
machine,
never
in
the
way
of
the
in
‐
feed
and
out
‐
feed
areas.
Keep
knives
sharp
and
clean.
Make
sure
the
machine
has
proper
grounding.
Make
sure
all
guards
are
secured
and
in
working
order.
Remove
all
adjus ng
keys
and
wrenches
before
star ng.
Check
the
stock
for
loose
knots,
nails,
and
foreign
ma er.
Keep
the
machine
in
a
dry,
clean,
and
well
‐
lit
area.
PREPARING TO USE THE MACHINE
1.
Disconnect
the
power
source
while
going
through
these
procedures.
2.
Check
knives
to
ensure
that
the
bolts
are
ght.
If
molding,
set
your
guides
for
the
stock
path
through
the
knife
area.
If
plaining,
you
may
or
may
not
wish
to
set
your
guides.
Many
mes,
they
are
not
needed
in
plaining.
3.
When
molding,
the
head
scale
se ng
must
be
set
to
within
3/16”
of
the
height
of
your
stock
.
The
“0”
on
your
scale
is
set
to
the
top
of
your
GS
‐
2
guide
system
sub
‐
plate.
This
means
you
would
set
the
machine
head
reference
to
the
scale
at
¾”
in
order
to
take
a
full
pro
fi
le
pass
on
a
¾”
piece
of
stock.
You
could
set
the
machine
head
in
reference
to
the
scale
at
15/16”
for
a
maximum
height
fi
rst
pass
(3/4”
+
3/16”).
This
se ng
will
provide
the
proper
roller
tension.
Any
other
se ng
higher
from
the
thickness
of
the
stock
entering
the
machine
is
unacceptable
and
dangerous.
See
the
molding
sec on
for
more
informa on.
4
The
chip
extractor
loads
fi
rst
under
the
out
‐
feed
end
of
the
head
with
a
lip
under
the
cast
head.
You
then
fi
nish
by
a aching
the
chip
extractor
with
its
pin.
Make
sure
the
pin
is
inserted
all
the
way
in
un l
you
feel
it
“catch”
on
the
spring
‐
loaded
catch.
5.
Check
rota onal
clearance
of
the
knife
with
the
chip
extractor
in
place.
Rotate
the
knife
by
hand
at
the
5”
pulley
cut
out
on
the
inner
belt
guard
to
ensure
the
knife
area
is
clear.
6.
Do
not
stand
or
let
others
stand
in
the
out
‐
feed
area
or
directly
in
line
with
the
in
‐
feed
of
the
machine.
7.
With
the
head
set
in
the
proper
posi on,
ghten
the
head
locking
bolt
fi
rmly.
This
is
essen al
for
safety
and
to
ensure
the
machine
head
will
stay
where
you
have
set
it.
8.
Test
a
piece
of
stock,
with
the
machine
o
ff
,
to
see
if
it
will
make
contact
with
the
in
‐
feed
roller.
Summary of Contents for 20210492060001
Page 19: ...ARBOR REMOVAL VIEW...
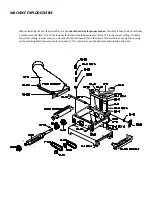
Page 20: ...Stand exploded diagram...
Page 22: ...Notes Maintenance Records...







































































