





GUIDES
Guiding your stock
Your
machine
comes
with
the
GS
‐
2
guide
system,
which
includes
a
fl
ex
guide
and
a
solid
guide
to
guide,
your
stock.
To set these
guides
,
fi
rst
a ach
your
knives
to
the
knife
arbor
in
the
posi on
you
have
chosen,
o en
a
place
where
you
can
get
the
most
out
of
your
roller
surfaces.
Panel
knives
would
go
to
the
far
right.
Smaller
knives
to
the
post
side
half
of
the
moun ng
area
and
larger
knives
to
the
central
posi ons.
Roll
one
knife
down
poin ng
to
the
machine
bed
and
place
a
sample
piece
of
stock
you
are
going
to
mold
on
the
bed.
Align the
stock
to
the
knife
pro
fi
le
and
carefully
lower
the
machine
head
un l
the
roller
puts
pressure
on
your
stock
to
hold
it
securely.
A ach your
fl
ex guide
to
the
side
of
the
pro
fi
le
that
will
cut
the
least
deep
into
your
stock.
This
will
give
the
longest
possible
life
to
your
fl
ex
guide.
The
beveled
por on
of
the
guide
should
be
facing
the
stock.
Put
about
a
1/32”
amount
of
pressure
on
the
fl
ex
part
of
the
guide.
This
will
keep
you
stock
from
wandering
within
the
glide
path.
Pull
the
handles
up
and
away
from
the
stock
path.
A ach your solid guide
on
the
other
side
of
the
stock.
Push
it
up
fi
rmly
against
the
stock
and
ghten
the
handles
angling
them
away
from
the
stock
path.
Remove your set up piece of stock
by
raising
the
machine
head,
and
pulling
the
stock
out
from
the
bed.
Your knives will usually cut into one or both guides.
This
is
normal
and
expected.
The
guides
are
e
ff
ec ve
and
last
a
long
me
a er
being
cut
into
many
mes.
As
you
become
more
familiar
with
the
machine
and
its
use,
you
will
want
to
make
wooden
guides to suit speci
fi
c jobs.
Always
make
a
com
‐
plete
sample
(top
and
bo om)
of
crowns
and
keep
sample
to
set
up
on.
Make
your
bo om
cut
fi
rst
when
milling
bed and crown moldings
.
You
may
want
to
add
a
key
cut
as
a
guiding
mechanism
for
your
top
pro
fi
le.
When planing the edge of stock
,
a
high,
square,
relieved
guide
is
needed
in
order
to
have
the
edge
reasonably
square
and
to
pro
‐
vide
stability.
The
center
reliefs
are
to
reduce
fric on.
Some
pro
fi
les
are
too
deep
to
make
on
the
W&H.
In
some
cases
you
can
rotate
the
pro
fi
le
into
a
fl
a er
posi on
to
e
ff
ec vely
re
‐
duce
the
depth
of
cut.
A
“V block”
guide
would
be
made
to
guide
your
stock.
The
pro
fi
le
knives
would
have
to
be
custom
made
to
use
in
this
V
block
posi on.
When
making
tongue
and
groove
stock,
a
serious
and
detailed
approach
is
needed
in
order
to
achieve
a
uniform
fi
t.
Carefully
pre
‐
inspect
your
stock
for
cupping
and
warping.
You
need
to
plane
all
your
stock
to
one
uniform
size.
The
guide
thickness
should
be
3/8”
thinner
than
your
stock
or
your
roller
will
scu
ff
on
the
guides
when
the
stock
has
le
the
ma
‐
chine
and
the
rollers
are
in
their
rest
posi ons.
When
running
thin
stock,
you
will
need
to
fasten
a
sub
‐
plate
between
the
guides
to
maintain
a
thick
enough
guide
to
control
your
stock.
Summary of Contents for 20210492060001
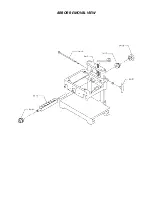
Page 19: ...ARBOR REMOVAL VIEW...
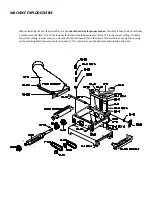
Page 20: ...Stand exploded diagram...
Page 22: ...Notes Maintenance Records...