





VAN'S AIRCRAFT, INC.
PAGE:
REVISION:
DATE:
01/19/19
0
RV-12iS
42PiS-02
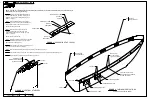
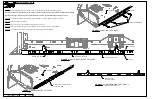
NOTE: If the VS-1213 V-Stab Tip Fairing has already been riveted to the top of the V-Stab Assembly, it be will necessary to
drill out the rivets securing the fairing.
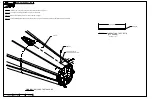
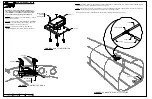
Step 1: Separate the F-00205 Nutplate Spacer
into the F-00205 Shim, K1000 Drill Temp, and
MS20151 Drill Temp by cutting along the lines
shown in Figure 1.
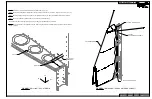
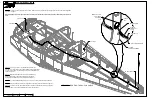
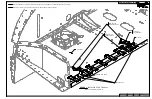
Step 2: Cleco the MS21051 Drill Temp to the
aft-most hole in the VS-1213. Match-drill #40 the
holes into the VS-1213 as shown in Figure 2.
Repeat for the opposite side.
Step 3: Cleco the K1000 Drill Temp to the
remaining #30 holes in the VS-1213, then
match-drill #40 the holes into the VS-1213 as
shown in Figure 2.
Repeat for the opposite side.
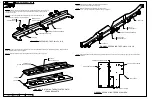
Step 4: Machine countersink (flush outside) all #40
holes just match-drilled into the VS-1213 for an
AN426AD3 rivet. See Figure 2.
Step 5: Final-drill #27, then machine-countersink all
#30 holes in the VS-1213. See Figure 2.
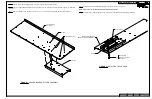
Step 6: Rivet the nutplates onto the inside of the VS-1213 as shown in Figure 2.
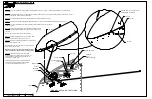
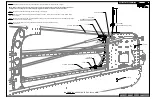
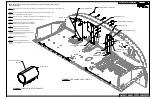
Step 7: Final-drill #27 all holes in the VS-1201 Main Skin which are above the VS-1205 Tip Rib. See Figure 3.
Step 8: Dimple all #27 holes for #6 screws as shown in Figure 3.
CUT
F-00205 SHIM
K1000 DRILL TEMP
MS21051 DRILL TEMP
(#30 HOLE
ON SIDE)
(#30 HOLE
CENTERED)
(#12 HOLE
CENTERED)
FIGURE 1: SEPARATING THE F-00205
FIGURE 2: FAIRING MODIFICATIONS
(FAIRING SHOWN UPSIDE DOWN)
K1000 DRILL TEMP
MS21051 DRILL TEMP
1/8 CLECO
1/8 CLECO
10X MATCH-DRILL #40
2X MATCH-DRILL #40
2X
10X
VS-1213
MACH CSK
ALL #40 HOLES
(FLUSH OUTSIDE)
FINAL DRILL #27 THEN
MACH CSK FOR #6 SCREW
(FLUSH OUTSIDE)
12X
VS-1201
VS-1205
FIGURE 3: VERTICAL STAB PREP
FINAL-DRILL #27
DIMPLE FOR #6 SCREW
(FLUSH OUTSIDE)
MS21051L06
2X AN426AD3-4
K1000-06
2X AN426AD3-4







































































