10
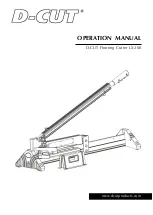
Flat steel handle
REQUIRED MATERIAL
One piece of flat, hot-rolled steel bar.
length 228.6 mm,
cross section 25.4 x 4.8 mm.
NOTE:
If you are to make similar handles with different dimensions, you must first find the location of the bends.
•
Mount the sharp-angle die.
•
Mark the location of the bend on the work piece with
a chalk according to the bending procedure. Markings
1 and 2 are placed on one side of the work piece and
markings 3 and 4 on the other side of the work piece.
•
Place the flat rod in the machine all the way to
the marking 1 (in accordance with the picture A
and make 90° bend. Before continuing to work,
check the bend for accuracy.
•
Set the moveable stopper so every bend
produces 90° angle.
•
Turn the work piece around, according to the
picture. B and slide it to the marking 2 and
perform 90° angle bend.
•
Turn the work piece around according to picture
C and slide it towards the marking 3 and
perform 90° angle bend.
•
Place the work piece in accordance with picture D
and slide it to the marking 4 and perform 90° angle bend.
•
Grind and sandblast all sharp edges.
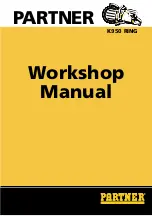
Making various pipe holders
Simple pipe holder
REQUIRED MATERIAL
To manufacture a pipe holder with inner diameter
of 25.4 mm (to hold a pipe with outer diameter of
25.4 mm) use flat, hot-rolled steel bar with length
114.3 mm and with cross-section 25.4 x 4.8 mm.
NOTE:
if you are to make similar holder with
different dimensions, you must first test,
which die size and what position
of the cube best fits your design.
Using the long connection stud,
connect the handle brackets and
rings through their centre hole (for
the centre stud). Place 25.4 mm (1")
die on the stud.
TYPICAL HANDLE MADE FROM FLAT STEEL BAR
BENDING PROCEDURE
38.1mm
38.1 mm
38.1 mm
38.1 mm
TYPICAL PIPE HOLDERS
simple holder
double holder
1 3/4" - 44.5 mm
Position
2
Die
38.1 mm
(1 1/2")
Non-moveable stopper
Die 25.4 mm (1")
31
REQUIRED MATERIAL
Flat steel bar thickness 4.8 mm, max.
width 50.8 mm.
1 flat steel bar 152.4 mm long
1 flat steel bar 147.6 mm long
BENDING PROCEDURE
(flat steel bar 147.6 mm long)
Mark the locations of the bends on the 147.6 mm long bar, as shown on the picture.
Bend No. 1
Slide the work piece in the machine all the way to the mark No. 1 (pic. A) and perform 45° angle bend.
Check the angle. To make the second 45° angle bend easier, make a mark on the ring or place a stopper
there, instead of the mark.
Bend No. 2
Turn the piece around
(see picture. B) and slide it toward
the mark No. 2 and perform 45°
angle bend. Check the angle.
Final steps
Stitch weld both parts together.
Grind and sandblast all sharp
edges.
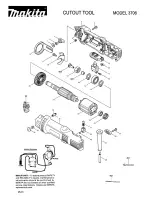
REQUIRED MATERIAL
Flat steel bar thickness 4.8 mm, max. width 50.8 mm.
1 flat steel bar 374.6 mm long
BENDING PROCEDURE
Mark the locations of the bends. See the picture.
25.4
mm
25.4
mm
31.8
mm
127 mm
127 mm
31.8
mm
Mark